联
系
客
服
系
客
服

扫码留言

作者:
Irfan Ahmad 博士(英国)
私立口腔诊所Harrow
Fahad Ahmed Al-Harbi 教授(英国)
私立口腔诊所Harrow
如今,大量的打印技术和材料被用于修复体制作。对于牙医和技工室而言,主要的问题在于判断是否值得购买以及哪种设备可以满足自己的需求。本文介绍了各种打印技术以及它们的配套材料,并讨论了它们在临床和技工室使用时的优缺点。
关键词:增材制造,3D 打印,打印材料
在CAD软件上数字化呈现患者的口内情况并进行修复体或者矫治器的设计后,选择3D打印机进行加工。3D打印的重要优势在于:可以使用环保且经济实用的材料进行一次性定制式生产。但是,在大量可用的3D打印技术中,并不是所有方法都适合于牙科。此外,在不断增长的各种3D打印材料中,很多也不能满足牙科的严格要求。因此,选择符合特定要求的3D打印工艺和材料就显得尤为重要。这包括:具有生物相容性、能够打印高精度和再现细节的能力,以及在口腔内特殊动力学条件下存留并发挥作用的物理、机械和光学特性。
在选择打印方法之前,需要先了解3D打印的基础知识。增材制造在牙科领域非常受欢迎,其原因主要有以下几个方面:首先,它使劳动密集且冗长沉闷的修复过程能够在一次治疗过程中完成;其次,3D打印能够简化几乎每一个口腔医学学科:从简单的研究模型到用于设计和植入种植体的复杂手术导板;第三,数字化设计与加工可以提供精准的修复治疗,从而使患者受益。与任何新技术一样,掌握它也需要一个学习过程,要有耐心与毅力;而一旦掌握了基本原理,最初所付出的时间与精力都会被收益所补偿。
机械对比艺术创作
义齿制作有两个基本方面—机械和艺术创意。机械方面中的一点就是适合精度,即基牙预备体边界与修复体边缘之间的间隙,应约为50μm24。一些研究表明,临床上最高达120μm的边缘间隙是可以被接受的。实现这一点其实是一个机械挑战,但是大多数的CAD/CAM工艺,无论是基于铣削方式还是增材制造方法,都能够达到这种精度。因此,对比从蜡型制作、包埋和铸造到精细打磨和抛光这一耗时费力的加工过程,自动化节省了大量的工作时间和精力。因此,牙科技师有时间去做第二项也就是富有艺术创造力的任务,而这恰恰是机器无法完成的。它包括通过对修复体进行个性化特征的塑造(例如堆塑透明瓷、塑造发育叶和细腻的色彩),来实现栩栩如生、逼真的修复体,使其与天然的邻牙和对颌牙协调地融入在一起。同样,通过CAD/CAM技术制作精确的冠和桥基底,也为完成更具创造性的工作节省出了时间,例如设计协调的牙齿位置和正确的咬合以实现功能整合。尽管数字化过程可以提供无与伦比的精度,但CAD/CAM目前还远不能取代牙医和牙科技师的艺术和创造才能。
人工制作对比减材制造(切削)对比增材制造(3D 打印)
用于制作修复体、正畸矫治器和外科辅助工具的数字化方法在不断增加,因此会反复遇到一个问题,即这些新技术是否能提供与人工制作方法相当或者更高的精度。我们得到的答案非常明确:“是!”。CAD/CAM技术能提供比人工方法更高的精度。这也适用于制作模型、临时和最终固定修复体、可摘局部义齿、手术导板和正畸矫治器。此外,通过采用数字体层摄影术,数字化还可提供个性化的可能,而这是常规二维方法无法实现的。不过,这种高精度还依赖于许多变量,例如初始扫描的精度、CAD学习曲线、增材制造和减材制造之间的决策、打印参数以及合适材料的选择。
与铣削技术等减材工艺相比,增材制造或者说3D打印具有许多优势。首先,增材制造可将材料消耗降低40%,而且能够实现复杂形状的细节,而这是铣削技术难以达到的。其原因是减材方法的几何形状分辨率受到切削工具尺寸的限制。其次,增材制造可能的应用范围远远大于目前的减材制造方法。
内部加工对比外包加工
另一方面,外包避免了牙医担心接触这项技术所带来的麻烦,还节省了资金投入,而且所有工作步骤均由熟悉3D打印的经验丰富的技师来执行也会带来优势。同时,通过使用工业打印机,还可以确保高度的质量控制和更高的分辨率,这有助于避免返工所带来的额外费用。此外,整个后处理都在牙科技工室或制造商处进行,因此这些部件在交付时无需进一步处理即可使用。这种方法的缺点是需要第二次治疗预约,这是调整适合性或试戴修复体或矫治器所必需的。
如今,针对牙科的每一个特定应用,都有不止一种适用的打印机。但是,没有任何打印机技术能够单独满足所有要求。因此,在作出决定之前,我们应该了解不同类型3D打印机的优缺点。
3D打印工艺
针对牙科市场,快速涌现出大量基于不同3D打印技术的打印机。此外,还不断提出了新的应用形式,以促进该方法在诊断、计划、治疗和培训中的使用。下文将介绍与牙科相关的3D打印技术,并就其优势和局限性进行比较。
打印机种类繁多,令口腔专业人士困惑。此外,工业上,特别是在牙科和医学领域,目前还没有明确的规范。大多数监管机构尚未提出针对3D打印技术或材料的准则或标准。然而,随着这项技术的日益普及,无疑将促使相关委员会来制定相关的规则并进行监控,以解决健康和安全问题。当前大家在选择用于牙科的3D打印机或者特定的3D打印技术时,都是凭着其他人的建议、市场承诺、经验价值或未经证实的谣言。审慎来说,目前在牙科市场上具有主导
地位的打印技术包括:光固化立体成形(Stereolithography,SLA)、数字光处理(Digital Light Processing,DLP)、熔融沉积成型(Fused Deposition Modeling,FDM)、选择性激光烧结(Selective Laser Sintering,SLS)、选择性激光熔化(Selective Laser Melting,SLM)、材料喷射[(MJ:聚合物喷射技术(Polyjet Printing,PJ),多喷嘴成型技术(MultiJet Modeling,MJM)] 和粘结剂喷射成型技术(Binder Jetting,BJ)。尽管有关这些技术的牙科文献仍然很少,但它们被认为是3D打印工艺的开拓者,并且当前的大多数研究工作涉及的也是这些3D打印形式。
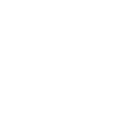
许多公司都为牙科领域提供适合的打印机,而这些打印机也都是基于不同的打印技术。目前占领市场的三大供应商分别是Stratasys(美国)、3D Systems(美国)和EnvisionTEC(德国)。其他重要的制造商还有:MakerBot、Concept Laser(德国)、Realizer(德国)、SLM Solutions(德国)、Formlabs(美国)、DWS(意大利)、BEGO(德国)和EOS(德国)(图1)。3D打印行业在不断变化,其特点是合并和诉讼。许多初创公司、投资人和企业家正在挤入这个潜在的、有利可图的牙科市场。2016年,牙科3D打印的总市值约为9.3亿美元,到2025年的总销售额预计可达到34.27亿美元。大多数公司都提供不同工艺的一整套打印机和打印材料,从台式到工业打印机都有涵盖(图2)。
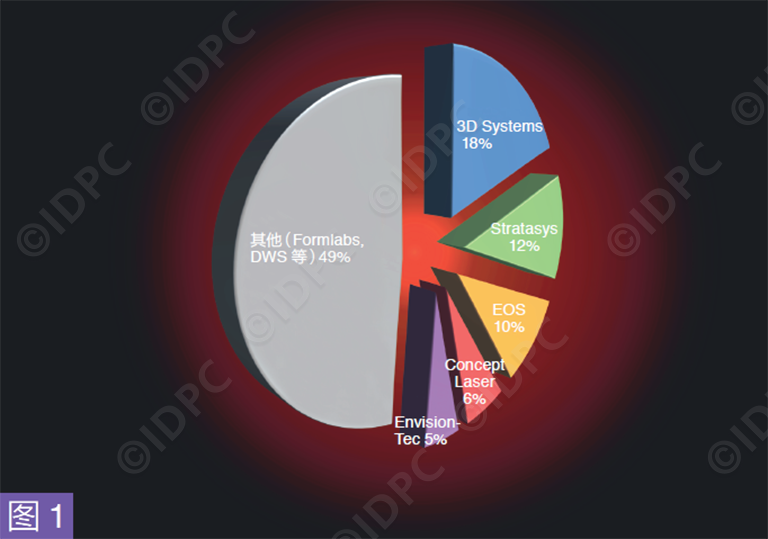
图1:3D打印机生产商的市场份额(数据来源:IDC 2016)。
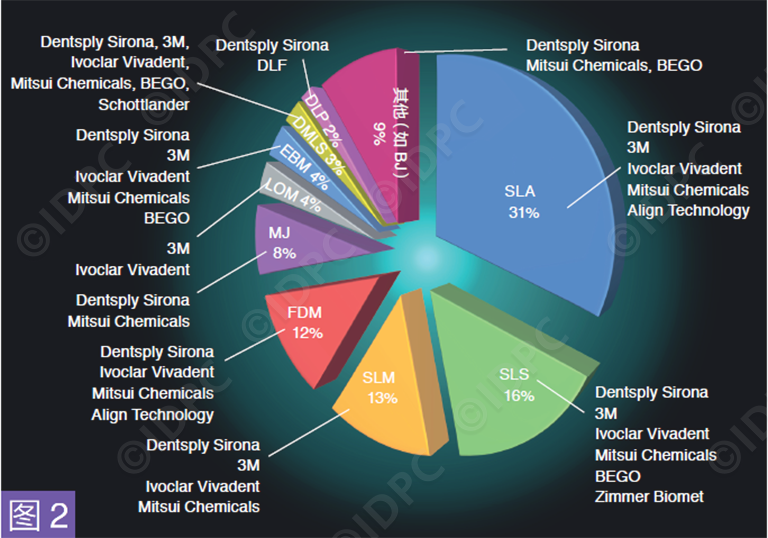
图2:牙科厂家采用的3D打印技术所占的份额(数据来源:3dprint.com 2017)
光固化立体成形(SLA)可能是牙科领域最常见的3D打印技术,可以打印多种材料,因而可以提供不同的应用可能。它对于多个牙科专业方面都非常适合。此外,SLA在医学和口腔医学领域也深受喜爱,因为它在3D打印中是具有最高分辨率的技术之一,可以提供极高的准确性。因此,许多人认为它是3D打印的黄金标准。应用范围从制作眶底和以Onlay植骨术行颅骨成形术所用的复杂的解剖面部复制品,到个性化的种植体和手术导板,再到简单的打印对象(例如颌模型、隐形正畸矫治器和临时修复体)(图3至5)。SLA的缺点是暴露于可能通过接触或吸入而刺激皮肤和粘膜的合成材料,以及打印后伴随的较长的后处理过程。


图4:SLA打印的模型,材料为一种灰色光固化合成材料。
图5:SLA打印的种植导板,材料为一种透明的光固化合成材料。
SLA还有一种改良形式—掩模光固化立体成型技术(MSLA),其中LCD掩模将光引导到某些点上以聚合树脂。它们的优势是打印速度更快,但是与DLP(见下文)一样,使用廉价的台式打印机时分辨率会受到影响,因为此类打印机在表面上会产生我们不希望看到的体素线,这会让人联想到搪瓷裂纹或者说牙釉质上的裂纹(图6)。

数字光处理(DLP)与SLA一样,应用也较为广泛,可3D打印研究模型、种植导板、用于制作可摘义齿的树脂铸型、牙周夹板、个性化印模托盘和临时义齿。DLP打印的一个受欢迎的功能是可以生成透光的打印件。因此,它特别适用于打印光固化复合树脂修复IV类洞的导板;以及在改善上颌前牙牙龈微笑美观性时,打印用于美学冠延长所需的透明牙位导板。此外,透明的解剖颌模型可以可视化组织结构或病理变化,这适用于教学和治疗计划的制定(图7和8)。
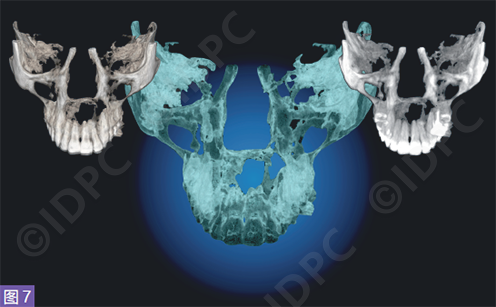
图7:CBCT显示上颌中切牙根尖区的一个从前庭贯穿至腭侧的囊性病变。

图8:使用DLP技术可以打印透明物体,因此可以用来可视化病理变化,例如显示图7中的上颌中切牙根尖囊肿。
可以使用熔融沉积成型(FDM)技术打印具有生物相容性、弹性和化学抗性的材料。在医学上主要应用于组织工程技术上的生物打印,例如用于重建骨缺损的可吸收支架(图9和10)。与SLA相比的缺点是分辨率低且无法实现复杂的几何形状,因此,这种技术不适合打印修复体结构。

图9:SLA打印的一个下颌模型,可见右侧后牙区域明显的牙槽嵴吸收。
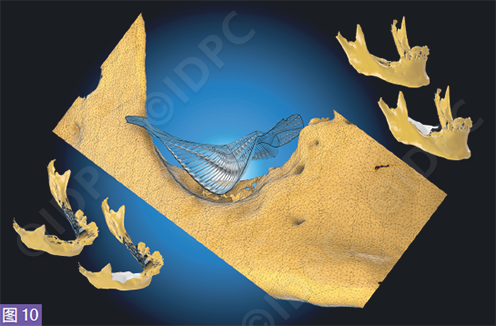
图10:FDM技术在个性化支架及组织工程学中的应用。图片显示了为图9中患者FDM打印的一个符合个性化形状的可吸收膜,其中右侧的牙槽嵴在种植前将通过引导骨再生术进行增量。
选择性激光烧结(SLS)技术应用也很广泛,可用于金属和合成材料的打印。这里特别值得一提的材料是尼龙(Nylon),它可以打印出弹性物体,例如放美白剂的牙托。另一类也受到关注的材料是聚醚醚酮(PEEK),它具有弹性且可高温高压灭菌,因此可用于制作种植导板。SLS的缺点是后处理时间长,如果吸入了纳米颗粒粉末会危害健康。
选择性激光熔化(SLM,或直接金属激光烧结DMLS)是一种用于加工金属物体的增材制造技术,它能够生成非常复杂的几何形状,而这几乎无法由铣削工艺来实现。可打印包括局部义齿的钴铬支架、钛或金合金冠和桥基底、种植体支持的上部结构、个性化种植体基台以及金属研究模型。但是,打印对象的精度会受到熔化温度波动的影响,这会产生热变形,从而导致局部义齿支架表面粗糙或冠和桥基底试戴时出现划痕。有一个问题尚不明确,就是在金属烤瓷修复体中,饰面瓷和打印的金属基底之间的结合力。对SLM制成的基底架和饰面陶瓷之间粘附范围的一个研究发现,与铸造基底架相比,SLM基底与瓷的粘附面积更大。
材料喷射[ MJ:聚合物喷射技术(Polyjet Printing,PJ),多喷嘴成型技术(MultiJet Modeling,MJM)] 在技术上基于二维喷墨印刷术,可在同一物体上使用多种颜色和材料。例如,制作运动护齿时,可单次打印内侧较硬的材料和外侧较软的材料。该技术的主要缺点是精度低,因此,不适于打印对适合精度要求高的义齿结构。
粘合剂喷射成型技术(BJ)用于全瓷修复体的制作。它很大的优势在于,可以打印商购的牙科瓷粉,例如,用于制作传统铸瓷修复体的白榴石增强型玻璃陶瓷。也可以打印全解剖陶瓷冠或基底结构,然后用长石陶瓷饰面和/或使用染色剂进行个性化染色。BJ使用预烧结粉末。之后,需要对打印对象进行烧结,以改善其物理和机械性能。从生坯到最终的结晶状态,该过程会伴随打印件25%到30%的线性和各向异性收缩,这会导致在材料中产生空隙并影响修复体的强度。不过,对于生物打印,这种多孔性被证明具有优势,因为一个多孔的基底架有利于骨骼的生长,并且因为材料密度低而易于吸收。
下面讨论在决定购买某特定3D打印机类型时应该考虑的一些因素。根据再现精度(分辨率和粗糙度)、CAD和几何形状、打印空间大小、支撑结构、打印速度、易用性、后处理和成本等几个主要方面,来评估和比较各种增材制造技术。
再现精度(分辨率和粗糙度)
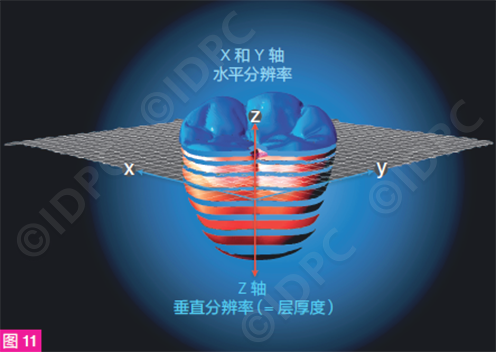
图11:一台3D打印机的分辨率,可以区分为沿x和y轴的水平分辨率(蓝色平面)和沿z轴的垂直分辨率( 红色箭头),后者与层厚度相同。
由于给出的值通常与垂直分辨率有关,因此以下提到的分辨率也指的是z轴分辨率。流行的3D打印技术是SLA,它采用多光子光刻技术,可以达到低于1μm的分辨率,展示极其精细的细节。SLA的分辨率取决于激光光斑直径和光敏材料的光谱吸收。而在DLP技术中,分辨率则取决于投影图像的像素大小。SLS技术的分辨率受粉末粒度的影响:粉末越细,分辨率越高,表面越光滑。使用SLS可以打印分辨率为1至150μm的物体,但是其表面看起来要比SLA物体粗糙一些。FDM技术可提供100至400μm的较低分辨率,但价格非常便宜。因此,从财务角度来看,它适合于制作用于演示和广告的一次性样品等。
物体显示的光滑程度取决于其表面的粗糙度(Ra)。Ra值小于1μm时,表面会显得光滑。细菌粘附的极限值是Ra 0.2μm,而年轻恒牙的牙釉质Ra值则在0.3到0.5μm范围内。材料喷射打印技术[ MJ,也称为PolyJet Printing(PJ),或Multi-Jet Modeling(MJM)] 可实现最小的Ra值或很好的纹理,其粗糙度范围为0.47μm或更小。光滑表面需要略低的分辨率,一般在20至100μm范围内,尽管SLA的分辨率最高可达1μm以下,但质地略显粗糙。BJ技术的分辨率约为170μm,但这取决于打印材料的粉末粒度和粘合(粘结剂)材料。一个BJ打印件初看会比较粗糙,但经过后期处理后可大大降低粗糙度。当然,用于工业用途的所有3D打印机类型都比台式机具有更高的分辨率。表1比较了不同打印工艺的分辨率和粗糙度。

表1:不同3D打印技术的分辨率和粗糙度。
CAD和几何形状
一个STL文件基本上是以(众多)三角形来定义一个3D物体,非常适合SLA或DLP之类的技术,并能够再现精细的构造细节。但是,STL数据并不是精确切片的良好起点,并且经常会在三角形的交点处产生“洞”,从而影响重现精度(reproduced accuracy)。为了解决这一问题,3D Systems在1994年引入了单层单元(Single-Level-Cell,SLC)格式,该格式“修复”了在三角形之间进行切片时出现的空白区域。尽管存在上述缺点,STL格式本身比SLC更为精确,即使可以使用SLC格式打印结构,也必须将SLC数据转回STL以实现高分辨率和精细表面细节的再现。此过程由专用软件执行,该软件将SLC格式转换为STL文件,然后分层切片以进行打印。
打印空间大小对应于打印对象的很大物理体积。打印空间的大小也会影响上文提到过的水平分辨率。不同的打印机其打印空间大小各不相同,但是大多数台式设备的空间均允许一次打印多个模型。

图12:SLA打印对象需要一个支撑结构,该结构在打印后被分离并清除。

图13:类似于SLA技术,DLP的打印物体也需要一个支撑结构。
打印速度取决于打印技术和参数,例如分辨率、打印对象的大小和在打印空间内的物体方位及材料。例如,在打印空间内更水平的定向或者与支撑结构的接触面较小,会提高打印速度并改善表面情况。由于依赖于多个变量,因此很难确定哪个3D打印技术最快,并且给出的速度通常会产生误导。如果要求高分辨率、大表面面积和低粗糙度、精细的细节或复杂的几何形状等,都会增加打印时间。另外,许多材料也需要额外的时间进行准备步骤,例如加热或分配,这会增加整个过程所需的时间。此外,每一个打印对象的运行时间还应包括处理G代码的时间和后续处理的时间。基本上,针对打印速度的时间分为(短于)半天、全天和24小时周期。
3D打印机的操作并不比激光或喷墨打印机复杂。3D打印的过程通常包括在打印机软件中打开和切片3D数据,选择材料及颜色并指定层厚度。然后如有必要,由软件生成一个支撑结构,其定位和横截面调整到所需值。参数设置大约需要十分钟,一旦开始打印,其余过程将是全自动的。打印机显示屏显示所选参数、所需打印时间以及直到完成为止的剩余时间(图14)。

图14:打印机屏幕显示打印所需时间和选择的打印参数:3小时30分钟471层/0.05mm灰色V2/43mL
后处理取决于所使用的技术,并且应根据制造商的说明针对相应的打印过程进行后处理(图15)。现在,许多基于SLA技术的新型打印机都集成了用于后聚合的UV光固化箱。例如,当在SLA技术中使用混合复合树脂(hybrid composite)时,要将打印对象用乙醇清洗1分钟,然后UV光固化30分钟(图16) ;而对于DLP打印件,为完成此过程,可使用打磨机分离支撑结构,用压缩空气去除未聚合的残留材料,之后进行UV(365nm波长)聚合。

图15:分离前的SLA打印模型。

图16:SLA打印对象的后处理包括:与支撑结构分离,用酒精清洁和UV光固化(可看到在上唇和下唇的背面,有两个或三个细小的凸柱结构,对比图12)。
如果使用的3D打印技术需要支撑结构,则应在确保稳定性的同时让支撑结构尽可能薄,以利于分离。MJ工艺使用凝胶状的水溶性支撑结构,该结构可以被清洗掉,因此打印出来的物体无需做进一步的处理。但是,对于几何形状复杂的打印对象,去掉支撑结构和后处理,需要大量的时间,甚至可能需要几天时间。SLS工艺的缺点是,需要进行大量的后处理才能从打印对象上去除未烧结的粉末。为了消除残留的粉末,SLA和SLS都要进行很多的后续操作,相比之下,FDM则需要最少的后处理。不过正如前面提到的,FDM分辨率较低,并且使用便宜的FDM设备打印,完成的打印件在层间的表面上会显示出体素线。这些伪影可以通过化学、加热或者打磨和上釉部分地消除,再或者使用价格昂贵的打印机和热塑性材料也可以消除。表2比较了各种3D打印技术的后处理情况。

表2:不同3D打印技术的后处理操作。
3D打印机的价格通常取决于分辨率、技术、打印空间的大小和打印速度,种类包括从100美元的台式打印机到价格为500,000美元甚至更高的工业设备(表3)。其他要考虑的因素还包括耗材和打印材料的成本、设备的用户友好性和加工质量以及培训课程、支持和维护等等。
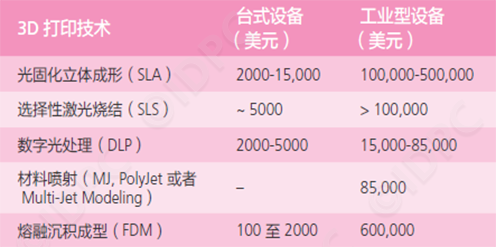
表3:不同3D打印机的价格等级。
决策的最后一点是,特定打印机配套使用的一种或多种材料。随着3D打印在牙科领域应用的持续增加,需要不断地引入新的“数字材料”以满足相应需求。我们可以从数千种具有不同机械、物理和美学特性的材料中进行选择。针对特定应用的材料选择基于三个主要标准:先进,打印技术;第二,材料特性(准确性、负重能力、刚性、弹性、耐化学性和热循环疲劳性、断裂强度、颜色、透明度、遮色性、美观性) ;第三,打印对象的生物相容性和是否可以灭菌。某些3D打印技术仅限于使用特定的材料类别。例如,SLA需要光固化树脂,而SLM仅适用于金属。另外,一些的品牌材料的材料化学性质,一直被视为工业秘密而被保护起来。这就造成了,很难在不同材料类别之间进行比较。增材制造的材料大致可分为聚合物材料或热塑性塑料、金属、纸(木材)和陶瓷(图17)。
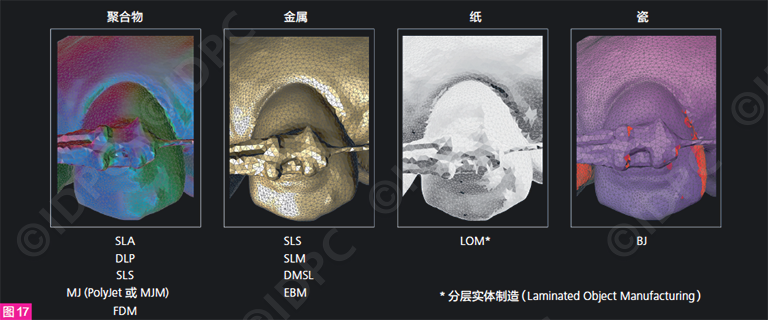
图17:用于口腔领域的不同打印技术的配套材料类别。
能够打印出具有生物相容性物体的很好打印技术可能是FDM,它使用相对便宜的生物相容性材料,如丙烯腈-丁二烯- 苯乙烯共聚物(ABS)、聚乳酸(PLA)、聚碳酸酯、聚甲基丙烯酸甲酯(PMMA)、聚对苯二甲酸乙二醇酯(PET),聚乙二醇(PEG)、聚酰胺、聚醚醚酮(PEEK)、聚苯乙烯和WaterShed XC 11122(生物相容性标准:ISO 10993-5-体外细胞毒性,ISO 10993-10-刺激性和皮肤致敏性以及USP VI 级)。3D Systems(NextDent)、EnvisionTEC和Stratasys等制造商的MJ (PolyJet, MJM) 技术,提供具有不同物理和机械性能的各种彩色材料。但是,针对医学和口腔医学方面的应用,其中一些材料仍需要就生物功能和生物相容性做更准确的研究。
针对材料要考虑的另一点是打印对象的可消毒性,尤其是用于手术的物体。最常见的灭菌方法是高温高压灭菌、环氧乙烷(EtO)熏蒸消毒、过氧化氢等离子体灭菌和γ射线照射。可以使用FDM打印的适合无菌应用的工业热塑性塑料包括ULTEM 1010、ULTEM 9085、PC-ISO、尼龙PA、ABSM30i、PPSF/PPSU、PEEK和MED610。但是,能够经受住上述所有灭菌方法的材料仅有PC-ISO、PPSF 和ULTEM 9085。灭菌之前,一定要阅读制造商关于包装、体积变化和表面损害的说明,因为灭菌过程可能会影响手术的精度以及材料性能或适合性。耐热材料,如Freeprint® model T型 (Detax,德国)不仅可以承受高温高压灭菌器的温度,还适合制作模型用于热塑压膜成型临时修复体、正畸矫治器、板、用于美学冠延长术的导板和美白用的牙套(图18)。
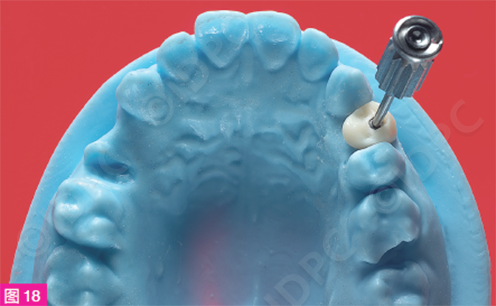
图18:由耐热塑料3D打印的上颌模型(Freeprint® model T型),适用于热压膜成型𬌗板和修复体。
除塑料外,还有用于3D打印的多种金属。这些包括用于SLS、SLM和电子束熔融成型技术(Electron-Beam Melting,EBM)的大量卑金属或合金。在口腔领域中,最常用的金属是钛、不锈钢和钴铬合金,以及各种贵金属和非贵金属合金。EOS SP2®钴铬颗粒(Biomain AB,瑞典)的粉末粒径为15μm,用于EOSINT M270(Electro-Optical Systems EOS,德国)等设备的DMLS工艺。
陶瓷的选择大致对应于使用传统技术制作间接修复体的材料。最重要的代表是二硅酸锂和氧化锆。前者用于贴面、嵌体、高嵌体和全解剖冠的制作;后者则用于冠和桥基底、种植体基台、种植体上部结构和全解剖修复体。表4列出了一些用于各种3D打印技术的牙科材料示例。
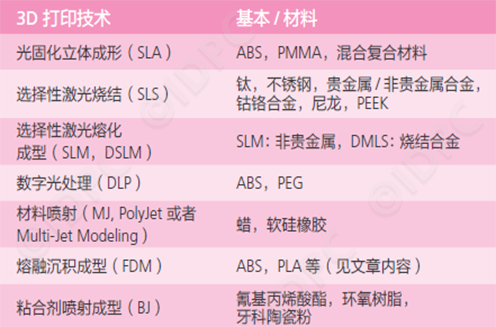
表4:应用于口腔医学的3D打印技术和材料。
暂无评论

