联
系
客
服
系
客
服

扫码留言

作者:
Thomas Würges,牙科技师 (德国)
本文原载于《世界牙科技术》2021年第6期《修复工艺版》第34-41页。
许多牙科技工室仍然使用模型铸造工艺来制作一件式整体义齿。但是这种方法会给义齿的适合度和工作质量带来错误与问题。这篇文章介绍,如何将不同结构设计的文件组合在一起,并以数字化方式制作一件式整体义齿。义齿的合金支架部分使用了SLM(Selective Laser Melting;选择性激光熔化)打印技术进行制作。作者认为,这种技术可以比传统工艺获得更好的结果。
关键词:增材制造,数字化一件式整体义齿,双套冠义齿,局部义齿,金属打印
一件式整体铸造(one-piece casting)仍然受到很多牙科技工室的青睐。本文中,这个整体义齿指的是双套冠义齿中的二级结构由外冠和带有大小连接体的支架组成,并被整体铸造出来,而无需额外的连接(如粘结或者焊接)技术。
但是,通过铸造方式实现精确的加工非常耗时,而且制作过程中还会出现很多状况,例如铸造不全、变形、尺寸问题、砂眼或缩孔等。这些都是模型铸件或贵金属铸造技术人员经常会遇到的问题。因此,建议使用CAD/CAM 系统,以数字化方式来制作一件式整体义齿。
如果要达到精确的制作,当然可以选择对钴铬合金一级结构(内冠)进行触探式扫描。但是,这类扫描仪价格昂贵,并非每个牙科技工室都能够引进这种扫描方式。另外,该方法被证明非常耗时,因此不适合于非常规的修复体制作。
此外,也可以采用混合式的加工方式。在激光熔化过程之后,将SLM支架固定,并通过CAM(Computer Aided Manufacturing;计算机辅助制造)切削出二级结构。但是这样不仅会带来复杂的制作过程,还会增加成本和时间,因此也不是一个好的方法。作者认为,最简单、最经济的方式是设计一个一件式义齿,并委托作者的SLM合作伙伴(Flussfisch公司,德国)完成这个义齿结构部分的加工,然后在自己的技工室内做进一步的处理并完成义齿制作。传输数据通过Flussfisch网站或FTP完成。
然而,目前的CAD软件还无法直接将所设计的二级结构与必要的模型铸造技术相结合或者说是“融合”在一起。但这对于义齿加工至关重要,因为增材制造技术—激光工艺无法兼容钴铬材料中的任何空腔或伪影。
在制作过程中可以组合三种CAD软件解决方案。在使用3Shape Dental System 2019软件(3Shape公司,丹麦)设计二级结构时,可以带或者不带有摩擦件。用3Shape软件完成一件式整体义齿的设计。
然后,用软件exocad Matera(exocad公司,德国)将设计结构进行匹配,并用免费软件Meshmixer(Autodesk公司,德国)完成文件的“融合”。
下面将介绍从扫描到排牙的整个过程。其中仅展示了整个数字化的路径,而没有介绍义齿戴入患者口内的情况。
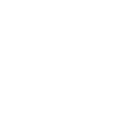
使用3Shape Dental System 2019只能确定整个腔体的适合参数,因此在切端或咬合区域(冠的顶部)涂上间隙漆(图1)。然后在扫描喷雾的帮助下使其消光,这里要确保喷雾层尽可能薄(图2)。
创建订单时,在未切割的模型上,将13和14冠设计连在一起,22和23冠连在一起。然后进行扫描(图3a和b)。
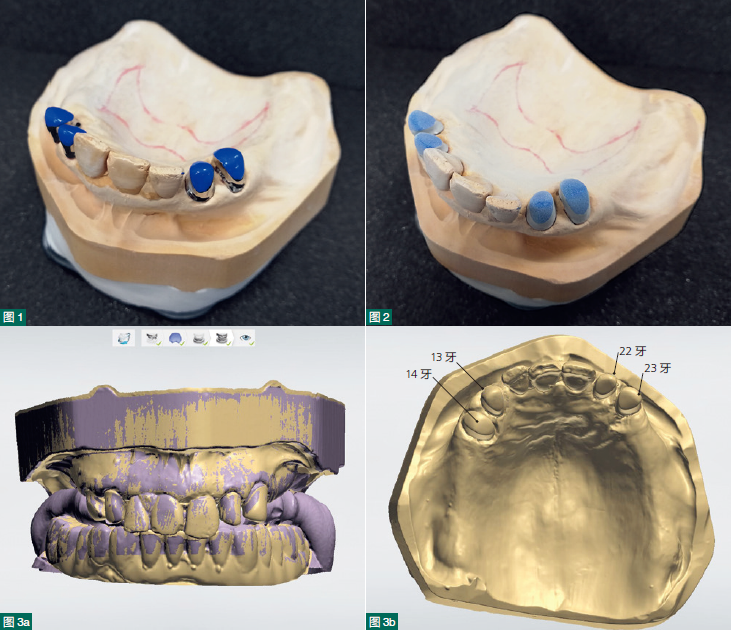
图1:内冠的上部涂有间隙漆。图2:粗化内冠。图3a和b:扫描冠。
确定预备体边缘后,以适当的参数进行二级结构的设计(图4a和b)。
解剖对齐后,为了留出饰面空间而缩小牙冠。在这个病例中,冠被部分(唇颊侧)缩小,因为将用复合树脂对唇颊侧进行饰面(图4c和d)。
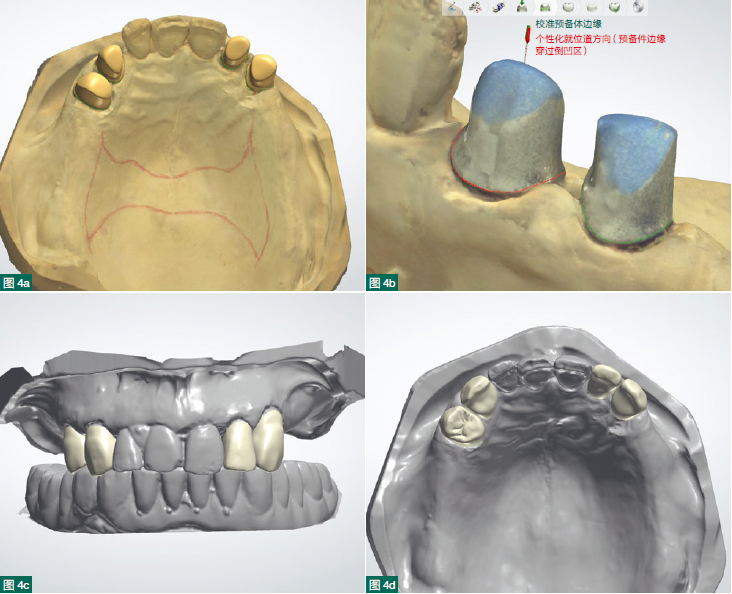
图4a和b:确定预备体边缘。图4c和d:缩小冠的唇颊面。
在14和23冠的远中根据需要设计摩擦件。为此使用了Si-tec公司(德国)的TK-Soft结构。由于所需的附着体是通过切削进行制作的,因此必须在13和24冠的远中放置一个钉状或者类似的结构(图5)。
附着体与摩擦面平行放置,因此以后可以使用螺钉对其进行调整(图6a)。在完成二次结构的设计后,将其保存并关闭订单,生成的文件发送到CAM上(图6b和c)。
图5:设计带钉的冠。图6a:设计时放置附着体。
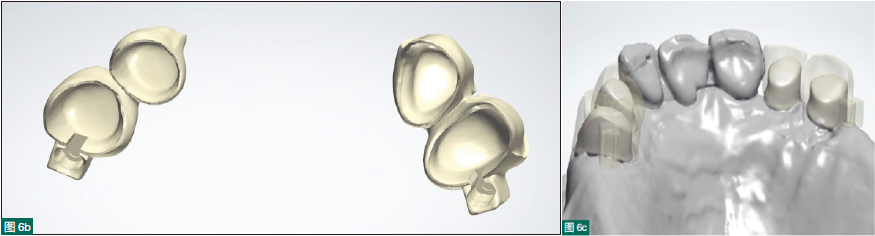
图6b和c:在CAM软件上看到的二级结构。
在订单中创建了一件式整体义齿,并导入带有二级结构的模型。然后确定就位道方向,并填补倒凹(图7)。
进行类似于卡环义齿的设计:二级结构部分必须框架化以便于以后的匹配。其余的设计照常进行。在这个病例中,需要设计一个连接15至17人工牙和24至27人工牙鞍基区的横腭板(图8a和b)。
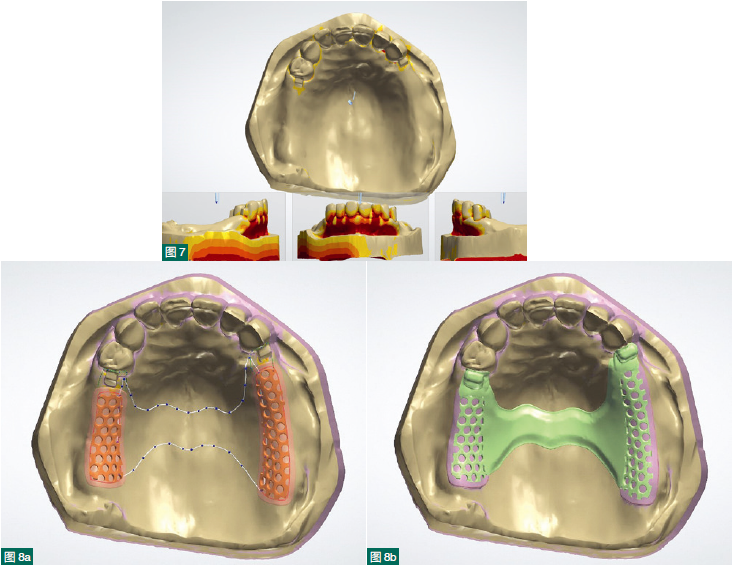
图7:确定就位道和填补倒凹。图8a和b:数字化设计横腭板以连接人工牙15至17和24至27的鞍基部分。
当义齿设计完成时,设置终止线并与前述结构融合在一起(图9)。保存后,同样地生成CAM输出(CAM Output)形式。
图9:终止线与前述设计结构融合。
相关阅读
为了将上述三个文件生成一个完整的STL文件,将创建的输出文件导入exocad Matera软件内, 以便进行匹配。为此,需要一个参考模型,该参考模型是由二级结构的外部和设计的大连接体生成(图10)。此外,还需要导入必要的元件,并通过扫描记录将其配准到参考模型上(图11a至c)。匹配后,这些结构将以STL文件格式保存以做进一步的处理。
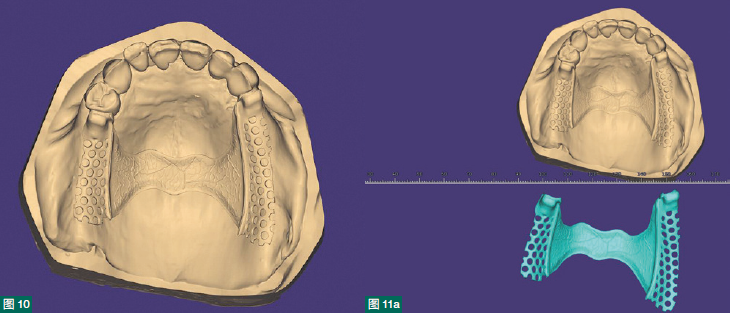
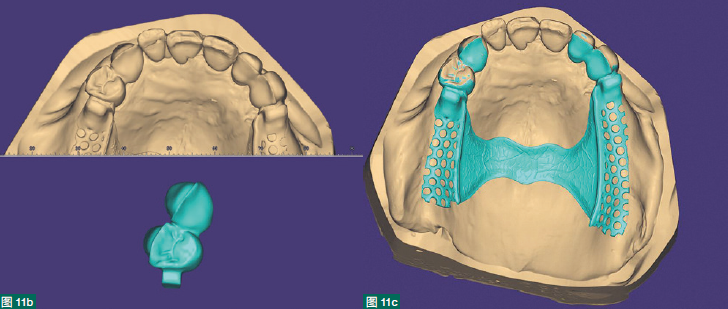
图10:参考模型。图11a至c:不同的义齿支架结构与参考模型上相对应。
用Meshmixer 软件融合STL文件保存的STL文件被导入到Meshmixer软件中,以关闭剩余的空腔或伪影。这对于使用LS(激光熔化)工艺进行加工是很好必要的(图12a和b)。
借助软件的选定工具,可以从带有伪影的STL文件中生成同构文件(图13a和b)。此外,还可以选择使用自由形状工具清理二级结构和大连接体之间的过渡区,以及设置固位珠等(图14a和b)。
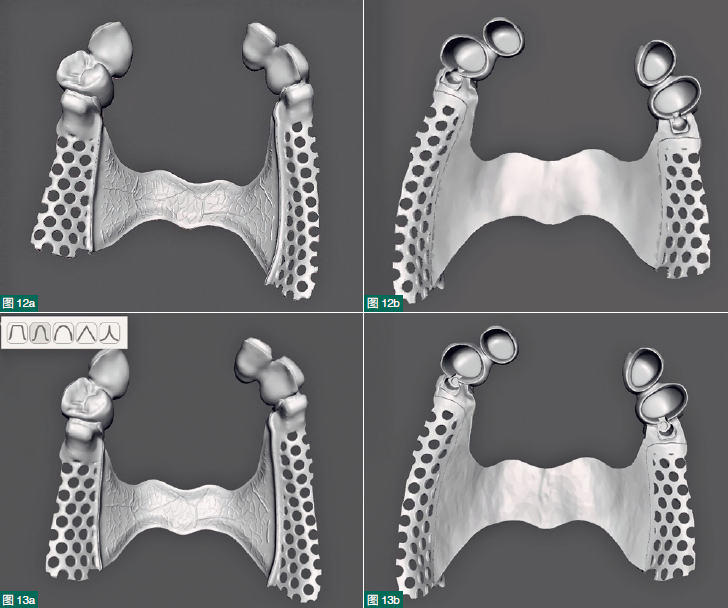
图12a和b:在Meshmixer软件上的设计。图13a和b:去伪影后的文件。
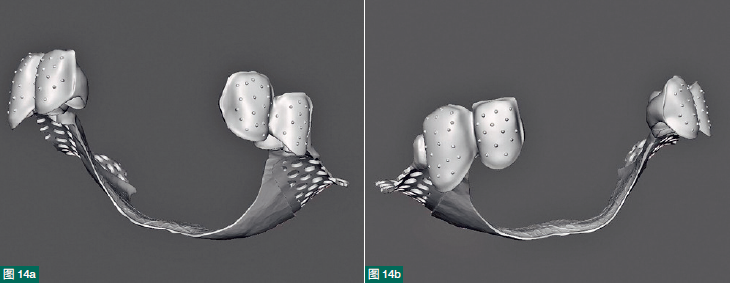
图14a和b:修整后并设置了固位珠的结构。
现在,完成的一件式整体义齿通过客户门户网站或通过FTP被上传发送到汉堡的Flussfisch公司。由于通常只有很短的时间窗口可进行此类工作,虽对整个支架进行了清理,但在订单中选择“快车道”(Fast Lane)选项(48小时内)不对其进行抛光。
以SLM技术制作的支架具有比铸造件更好的接合。如已经提到的那样,排除了形成缩孔的风险,也就消除了预设的断裂位置,因此也就不会有设计错误的情况发生(图15a和b)。
二级结构的外部可以迅速地调整,摩擦力也可以调整。TK-Soft元件可立即安装,因为不会像在铸造技术中那样,需要将摩擦辅助的占位器上板的小气泡从包埋材中排出。作者认为,结构的适合度和质量明显优于铸造件(图16a)。
从现在开始,打磨修整与常规方法没有太大的区别。将抛光的整个支架交给排牙组完成排牙和注塑,并完成最终制作(图16b、图17a和b)。由于从此处开始的操作步骤与常规工作流程无异,在此不再赘述。
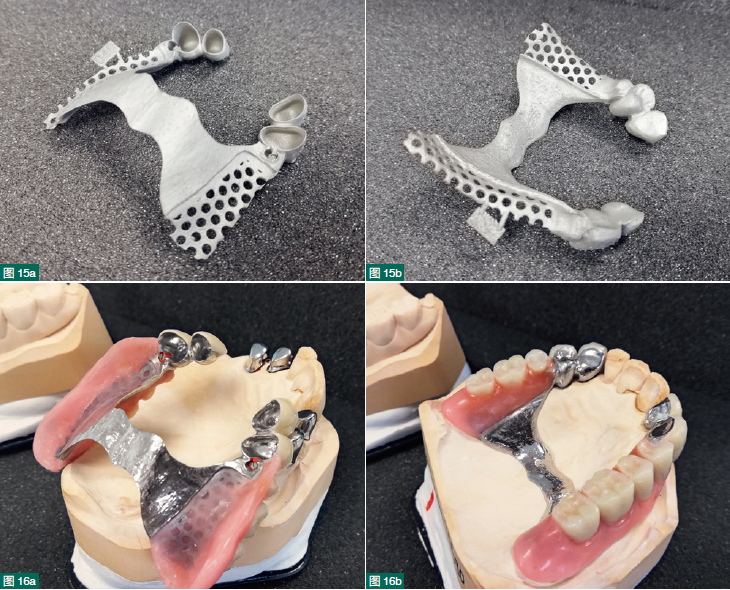
图15a和b:制作完成的整件支架。图16:(a)可以看到义齿的高质量。(b)将整件支架交给排牙组完成制作。
图17a和b:完成的义齿就位在模型上。
在作者看来,一件式整体义齿的数字化加工为有经验的CAD用户提供了许多优势,因为很多错误恰恰来源自于传统的加工方式,例如铸造不全、尺寸问题和缩孔等等。而这些错误源不会出现在数字化加工中。无需触探式扫描也可以很好地设置摩擦力。甚至没有摩擦辅助,也可以获得良好的结果。无需进行铸造时必要的常规准备工作,而是可以扫描工作模型并立即对其进行处理。由于当前的选择性激光熔化系统的质量非常好,因此能够获得均质结构。交货时间通常为两到三天,在加工过程中必须考虑到这一点。作者的技工室正在逐步将加工过程数字化。但是,此过程不会一蹴而就,作者坚信,数字化流程势必会提高质量并节省宝贵的时间。
相关阅读
yanbodiaotu@163.com2022-09-01
打印会存在按层烧结层纹问题,请问外冠的内隆抛光度能达到高亮效果吗,类似铸造的内隆抛光度?

