联
系
客
服
系
客
服

扫码留言

作者:
Stephan Kreimer 牙科高级技师 (德)
本文原载于《世界牙科技术》2021年第9期《口腔综合版》第25-29页。
本文介绍了formlabs Form 2打印机,以及用于后处理的配套设备和打印材料。其中后者包括了Form Wash清洗机和 Form Cure光固化机,以及LT树脂槽和各种合成树脂。Form 2的适用范围广,包括可以打印牙科模型和精确的熔模件。本文特别针对这两种应用,介绍了其相应的扫描与设计、打印准备与打印,以及印后处理过程。此外,还描述了在铸造或压铸工艺中对熔模件进行的包埋和进一步处理。
关键词:树脂,立体光刻技术,SLA液体材料,印后处理,义齿支架铸造
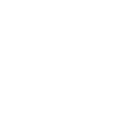
Form 2是formlabs第二代台式立体光刻(SLA)打印机。通过可更换的树脂槽和合成树脂盒,打印机为用户提供了多达17种不同的材料选择,其中四种是专为牙科行业开发的。在打印过程中,树脂可以自动从合成树脂盒重新填充,每个树脂槽内都有一个混合器,并通过加热器将树脂加热到很好的工作温度。这可以节省用户在打印准备和打印过程中的时间,同时实现持续的高打印质量。较大的构建平台可以实现145×145×175mm的打印量。此外,Form 2可以连接WLAN、以太网和USB,这意味着打印机可以很好地集成到现有基础设施中。使用由formlabs开发并免费提供的PreForm切片软件(Slicing Software),可以直观地创建打印文件并将其发送到打印机上(图1)。
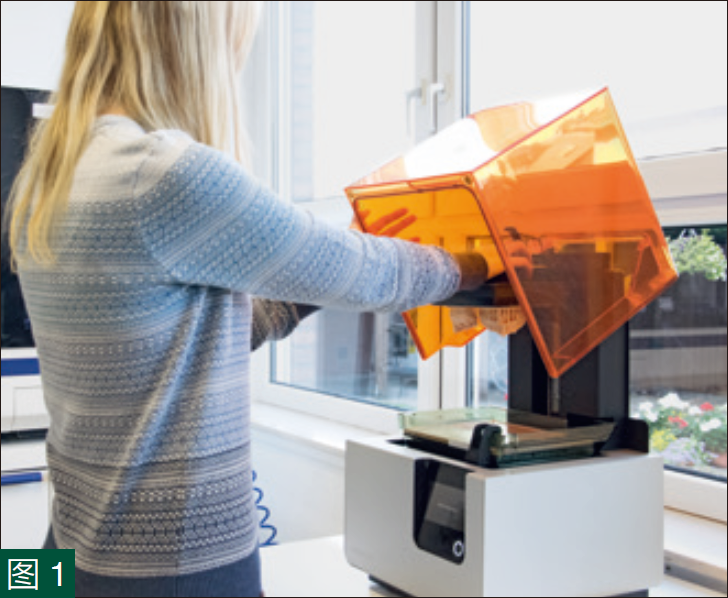
图1:formlabs Form 2立体光刻(SLA)打印机。
Form Wash和Form Cure
formlabs开发了两种额外的印后处理(Post-Processing)设备— Form Wash和FormCure,主要用于专业用途。
Form Wash是为数不多全自动清洗设备,可注入8.6升的异丙醇(IPA)。将整个构建平台插入设备中进行自动清洗,不仅使操作变得更加容易,而且使皮肤免于直接接触 IPA,起到保护作用。设备底部的螺旋桨会产生湍流,甚至可以让清洗剂清洗难以到达的打印件部位,从而获得非常好的清洁效果。在可单独调节的清洗周期结束后,Form Wash会自动将清洗过的物体从清洗筒内升起,这样它们就不会被遗忘在IPA清洗液内。打印件在空气中干燥后再做进一步的处理。
后处理由专门为formlabs打印材料设计的光固化设备Form Cure完成。它由一个转盘、波长为405纳米的13多向LED和一个可连续调节温度至80°C的加热系统组成(图2)。

图2:formlabs Form 2及其配套设备Form Wash和FormCure。后两者是围绕着专业的印后处理概念对3D打印机的补充。
树脂槽Resin Tank LT与合成树脂(Synthetic Resin)
针对Form 2打印机,formlabs提供了两种不同的合成树脂槽—标准树脂槽(Standard Resin Tank)和Resin Tank LT(Long Term)。Resin Tank LT 是为数不多优化型树脂槽,具有更长的使用寿命,推荐专业人士使用。
牙科专用的打印材料有Dental Model、Dental SG、Dental LT Clear和 Castable Wax。牙科模型树脂(Dental Model)可精确制作牙科模型。Dental SG树脂属于I类医疗器械产品,用于制作手术导板。Dental LT Clear树脂属于IIa类医疗器械产品,用于制作垫。Castable Wax是一种蜡含量为20%的可熔融树脂(图3)。

图3:formlabs Resin Tank LT树脂槽及Dental Model和Castable Wax合成树脂盒。
Dental Model树脂用于制作牙科模型
目前牙科3D打印技术最常见的应用之一是,基于印模或口扫获取的光学印模制作模型。数字化工作流程正在进入越来越多的牙科临床领域,因此,牙科技师不仅需要掌握加工和设计方面的专业知识,还要在数字数据集的基础上制作牙科修复体和相应的牙科模型。Form 2 3D打印机和Dental Model合成树脂可共同支持这一制作过程。
扫描与设计
每个牙科CAD软件首先需要的是一个数字印模,它可以通过使用台式扫描仪扫描印模获得,或者通过口内扫描仪直接获取光学印模来创建。然后,将扫描数据导入牙科CAD软件并进行处理。大多数软件版本需要购买一个特殊模块(例如 3Shape Model Builder、exocad Model Creator)来制作模型。
对于冠和桥模型,必须在开始时就显示数字化预备体边缘,以便制作带有可拆卸代型的模型或者预备体边缘已暴露的非切割模型及单独的代型。
对于种植体模型,数据库扫描杆和在数字印模上的扫描杆必须相匹配。基于这个过程,计算出准确的种植体位置,进而再计算出3D打印配套的技工室(种植体)替代体的凹槽,然后从数字模型中自动切出。
对于美学诊断蜡型(Wax-up)模型,先在数字模型上创建一个数字化的诊断蜡型。可以根据需要修改初始情况,然后使用牙齿数据库和常用的建模工具从功能和美学角度进行解剖形态的设计。该模型打印后可用于与患者的沟通和治疗计划的制定。
所有模型数据应以开放的STL格式被导出,以确保尽可能很好地与formlabs PreForm软件兼容(图4)。
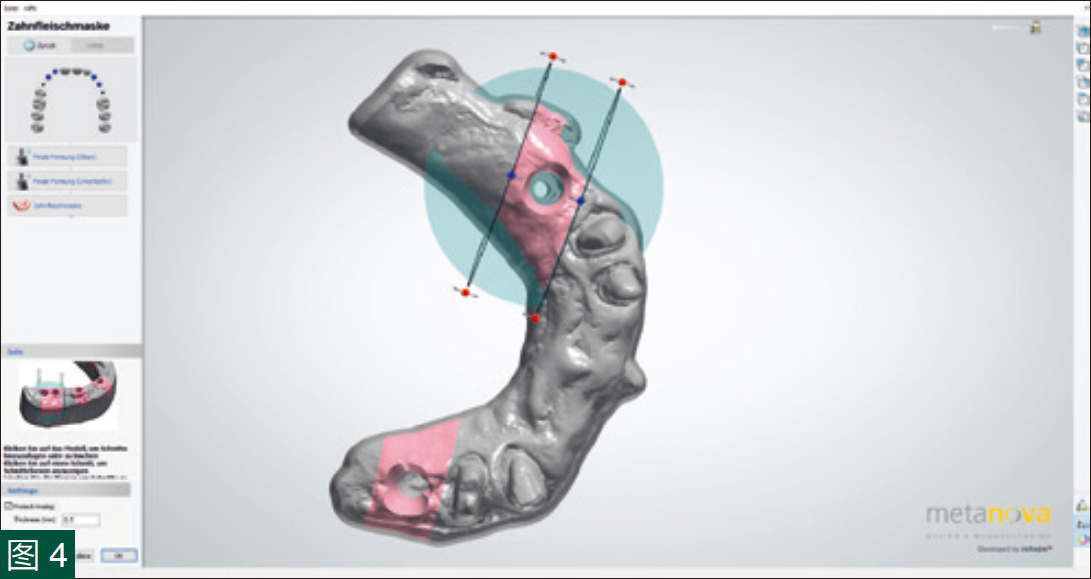
图4:在3Shape Model Builder模块上设计一个配有Alpha-Bio Tec 3D打印技工室(种植体)替代体的模型。
打印准备及打印
设计过程结束后, 可以启动formlabs PreForm软件, 并在打印设备上选择层厚为0.05 mm的牙科模型材料。这些设置提供了精确度与打印时间的很好组合。然后可以将模型的STL文件以及(如必要)相关的代型导入PreForm 软件内。建议将模型与构建平台的水平面成45°角定位,因为在打印过程中这会使拉力低。在自动创建支撑结构,以及通过显示的蓝色勾号指示可以启动打印后,即可开始打印过程(图5)。
图5:在formlabs直观的PreForm切片软件(Slicing Software)上,为设计好的模型进行打印准备。
所有光学表面的清洁度(光学窗口、反射镜、检流镜)对打印效果都有很大的影响。污染物会带来打印问题甚至导致打印错误。合成树脂槽作为另一个光学部件,也要定期检查其是否混浊,并在必要时更换。只有这样,才能持续保持高打印质量。
在每次打印之前,要用手转动和轻轻摇动Dental Model树脂盒数次,使各成分能够充分混合。然后插入树脂槽,打开阀门,点击两下即可开始打印过程。
印后处理
打印后,从Form 2打印机上取下整个构建平台,并放入Form Wash中。如文章开头所述,打印件会在异丙醇中被自动清洗15分钟(建议99%,至少90%)。为了完全去除所有合成树脂残留物,可以在新鲜的 IPA 内最后短暂地清洗一下打印件。或者,也可以在Finish Kit套装的漂洗桶内手动清洗干净。
清洗后,大约留出30分钟让溶剂完全挥发(干燥),然后在405纳米光源下 60°C固化60分钟(例如在formlabs Form Cure中),以实现很大的准确度和精密度。下一步,用Finish Kit套装里的平口剪钳将打印件从支撑结构上剪下来。为了使模型的底面尽可能的平滑,可以用砂纸打磨表面(图6和7)。

图6:用Dental Model树脂打印、已经过后处理的种植模型。模型内已嵌入了Alpha-Bio Tec 3D打印配套的技工室替代体。
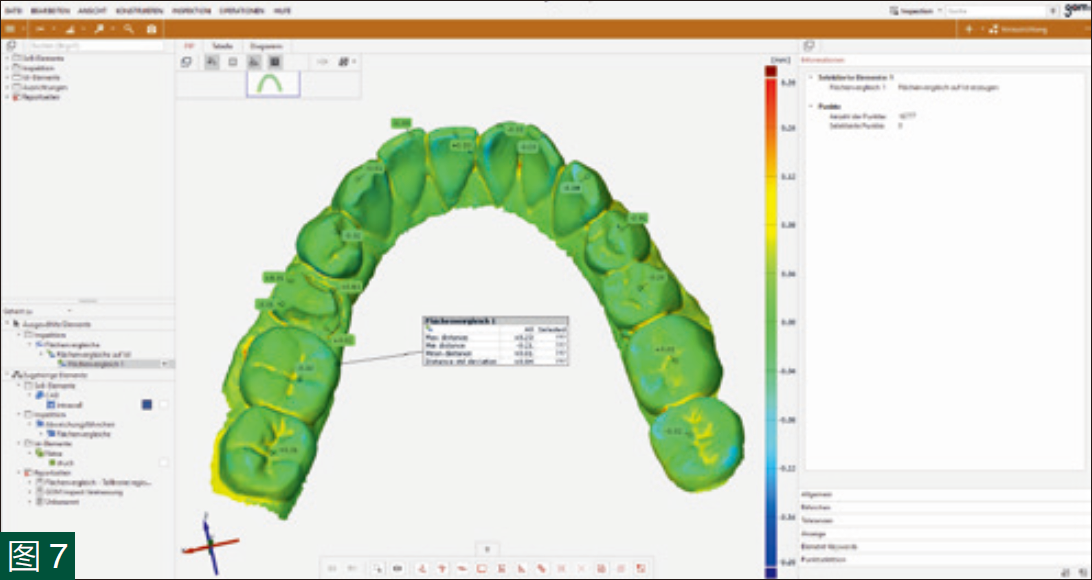
图7:口内扫描与一个数字化的3D打印formlabs Dental Model树脂模型的表面比较。
相关阅读
Castable Wax Resin是一种含有20%蜡的合成树脂,可以借助3D打印技术制作高精度的熔模件,以实现更高的附加值。由于打印对象的体积小,所以材料消耗的成本相对较低,因此可以实现经济加工。印后处理后,可以采用传统的包埋材对打印件进行包埋,然后使用铸造或压铸工艺做进一步的处理(图8)。

图8:新开发的formlabs Castable Wax是一种用于铸造和压铸技术的多功能合成树脂。
扫描与设计
与模型一样,冠和桥或模型铸造义齿的设计也需要光学印模。扫描数据被导入牙科CAD设计软件内,以进行修复体的设计。大多数程序都含有冠和桥设计模块的基础版本,但用于设计模型铸造义齿的模块(例如3Shape Removable Partial Design、exocad PartialCAD)通常还需要单独购买。
用于铸造技术的活动义齿支架的设计很大程度上基于传统的手动建模过程,因此牙科技师在经过短暂的培训后就会很容易地掌握这一操作。冠和桥应使用 formlabs推荐的适合参数进行设计以获得很好结果。然后以STL格式导出打印件的数据(图9)。
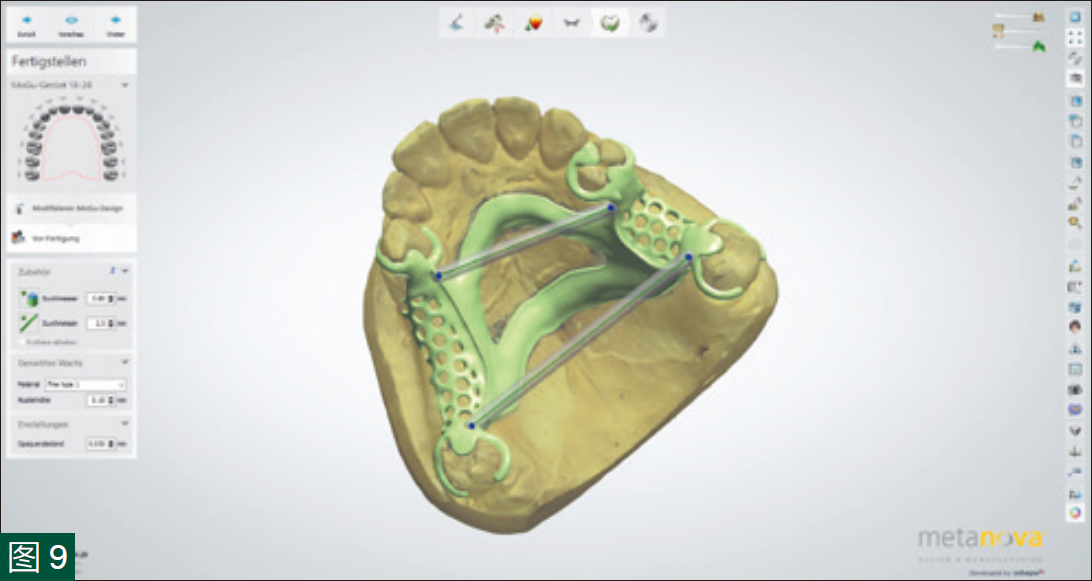
图9:在3Shape的可摘局部义齿模块上数字化设计一个模型铸造义齿支架。
打印准备及打印
设计过程结束后, 可以启动formlabs PreForm软件,并在打印设备上选择层厚为0.05 mm的Castable Wax材料。这些设置提供了精确度与打印时间的很好组合。然后,可以将设计好的支架或者冠和桥的STL文件导入PreForm软件内。建议将导入的模型旋转180°,使与模型接触的区域(也就是组织面)朝上。自动创建支撑结构后,应检查软件的建议。必须确保在打印件(支架)的组织面上没有支撑结构。如果出现了支撑结构,就要手动移除这些点并重新定位到更合适的位置上。一旦显示蓝色勾号指示可以打印后,即可开始打印过程。
在使用Castable Wax时,当然也应高度关注所有光学表面的清洁度,建议在开始打印之前,旋转和摇动树脂盒,使各成分能够充分混合(图10和11)。
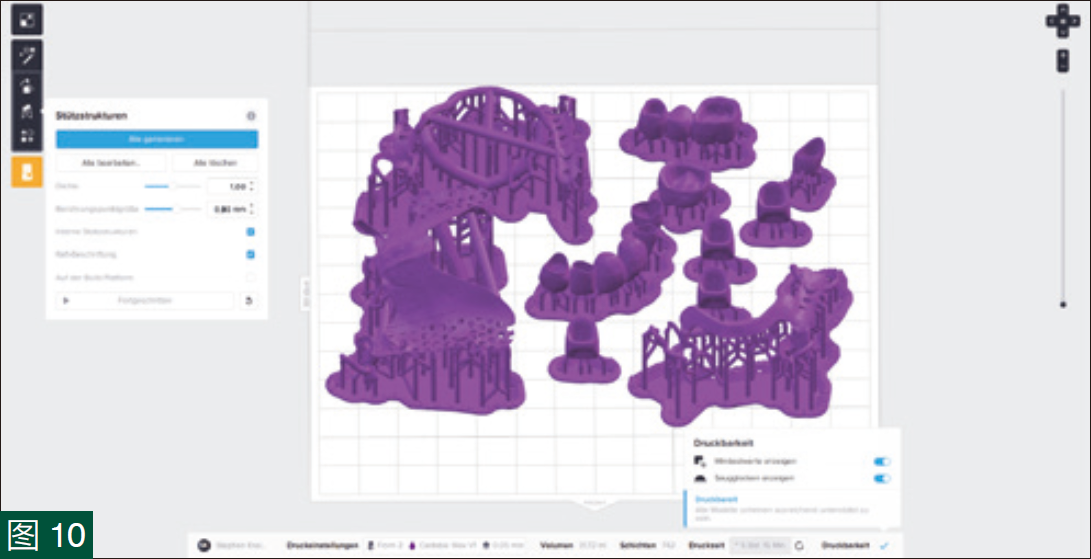
图10:在formlabs直观的PreForm切片软件(Slicing Software)上,为设计好的冠、桥、模型铸造义齿支架进行打印准备。
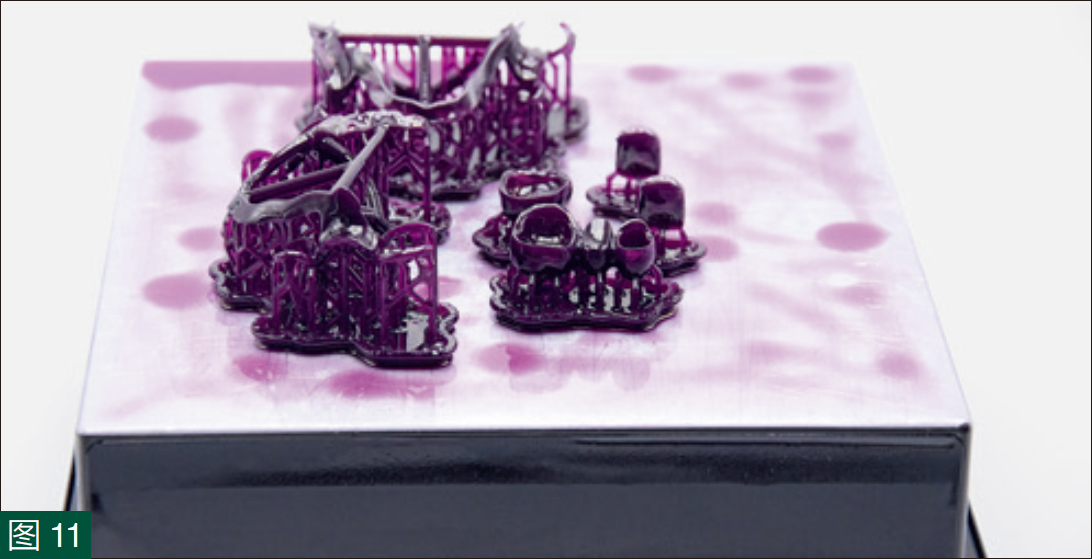
图11:在构建平台上的Castable Wax树脂打印件,尚未用IPA清洗。
印后处理
打印后,从Form 2打印机上取下整个构建平台,并放入Form Wash内。Castable Wax树脂打印件要在异丙醇中被自动清洗15分钟(建议99%,至少90%)。为了完全去除所有的合成树脂残留物,可以在新鲜的IPA内短暂地最后清洗一次打印件。由于Castable Wax会使其他打印对象变成紫色,因此建议在单独的Form Wash中清洗它们。或者,也可以在Finish Kit套装的漂洗桶内手动清洗干净。
清洗后,打印件应干燥约30分钟,并且与大多数其他打印材料不同,不能进行后光固化。后光固化会造成支架结构收缩,甚至会对适合度产生不利的影响。冠和桥可以用Finish Kit套装里的平口剪钳小心地去掉支撑结构。而对于比较精巧的结构,例如模型支架(包括卡环),则建议使用片切盘。之后可以使用磨头去掉残留的支撑结构。如果经过后处理的打印件不需要直接使用,则建议将它存放在一个不透明的盒子内(图12)。

图12:用Castable Wax树脂打印的模型铸造义齿支架经过后处理后。
包埋和在铸造或者压铸程序内做进一步的处理
经过后处理的打印件被直接包埋。与其他制造商的许多合成树脂不同,不需要特殊的包埋材料,因为这种材料仅含有20%的蜡,燃烧后不会有任何残留物。由于采用无灰燃烧工艺,在铸造和铸瓷技术中都可以使用马弗炉。后续的操作则与传统的工作流程类似(图13)。

图13:为Castable Wax树脂模型铸造义齿支架安插铸道和浇筑口,然后放入铸圈内进行包埋。
相关阅读
暂无评论

