联
系
客
服
系
客
服

扫码留言

作者:
Roland Strietzel 博士,编外讲师(教授)
Jörg Fasel 贝格公司/德国
关键词:可融熔材料,CAD/Cast,钴铬合金“Wironit®”,立体光刻技术,选择性激光熔覆技术(SLM),模型铸造义齿
由于人口发展,老年人的数量和人们的预期寿命都在逐步增加。同时医疗和口腔卫生保健状况也在不断得到改善,因此,无牙颌或者大量牙齿脱落情况的发生也被逐渐推迟。尽管如此,很大一部分人还是会出现牙齿缺失的情况。出于医学和美学的考量,都应将这些缺牙间隙关闭。原则上,这可以通过固定或者活动义齿进行修复。但是,当遇到大量牙齿缺失时,缺少基牙会导致固定修复体难以获得稳定的支持。因此,需要种植体来弥补这一缺失,卡环支架式的可摘义齿为此提供了一个可能的替代方案。但患者也要付出相对较高的费用。
然而,用作活动义齿的金属支架需要满足很高的物理、化学和生物性能要求。这样,钴铬合金就进入了大家的视野,并且在这一领域被应用至今。德国BEGO公司在1953年推出了钴铬合金“Wironit®”。从那时起,Wironit®就一直在市场上销售。之后,首个Wironium®合金也于1972年被引入市场。当时这种合金的特别之处在于,它的合金成分里含有氮,这使得支架的弹性可以得到很好的调整。此外,碳也可以被氮所取代。对于激光焊接来说,低碳含量有利于对支架进行扩展或者修理。
卡环式可摘义齿属于最简单的一种活动义齿类型(图1)。除了最基本的起稳定作用的基托部分外,还要重点考虑卡环。它们起到对抗拉力的作用。如果要摘下义齿,卡环就必须要向上弯曲,以便能够滑过牙齿的外形高点。在这种情况下,所施加的力不能引起超过0.2%的膨胀极限。解决这一困难的方法是,将卡环肩到卡环尖的半径呈递减方式设计(即“牛角形”)。这意味着卡环受力的部分要足够厚,但患者需要相对较小的力量来摘下义齿。
钴铬合金的特点是基于其高铬和钼含量而具有非常好的耐腐蚀行为。测量的低值是由于合金被氧化铬层钝化所致。钼支持在低pH值(见上文)和缺氧情况下的这种行为。这类情况可能存在于缝隙中,例如金属支架和树脂之间。除此之外,合金的生物兼容性取决于是否、哪些以及有多少离子被释放。使用高纯度的原材料来生产合金,能够确保大大减少患者接触潜在的有害物质的机会。
关于义齿铸造支架的合金成分引起过敏反应的报告相对来说比较少。除了理论上的考量和对文献的透彻研究外,BEGO还对合金进行了生物测试。他们将材料送到一个独立的测试机构,在那里委托一家商业牙科技工室制作了样品,然后进行相应的生物测试(如细胞和敏感测试)。测试机构所做的评估被记录在了生物证书中,牙科技师、牙医和患者可在www.bego.com获取该证书。
目前,牙科的合金支架制作技术还是以铸造为主。但是加工过程非常耗时,涉及的工作量也很大。其中最重要的两项工作是建模(蜡型)及支架的铸造和打磨。不过,通过新的工艺与流程,这些工作也变得容易起来。CAD/Cast技术代表了传统制造工艺和现代(数字化)CAD/CAM技术之间的桥梁。
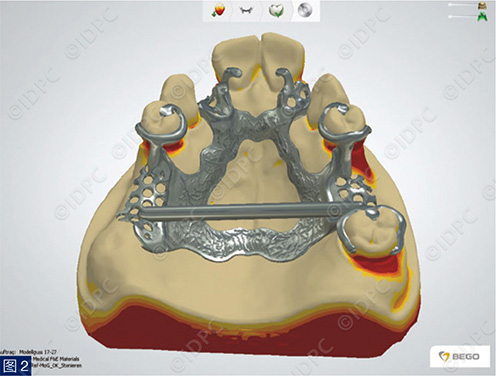
CAD/Cast的操作过程包括:模型扫描,在CAD(计算机辅助设计)软件上设计支架。由于现代计算机强大的计算能力,可以非常快速地完成这一步骤。今天的CAD程序可以自动提供设计方案,牙科技师“只需”对设计建议进行优化。例如,当虚拟模型旋转时,可以实时计算就位道方向。在设计过程中可以选择不同的固位网。还可以对卡环进行个性化的设计和塑型(图2)。
之后,需要将软件设计的虚拟蜡型转换为可熔融材料。原则上,蜡或者复合材料均可用于此目的。加工方法是通过所谓的增材制造工艺来实现的。在这里,材料是逐层堆积的,例如用所谓的立体光刻技术。BEGO公司为此专门开发了用于牙科领域的设备—Varseo XS 3D打印机(图3)。

在包埋树脂模型(图4)时,最好使用专用的包埋材料(例如VarseoVest Pplus, BEGO公司),它能够应对树脂在炉中熔融时产生的比蜡型更高的膨胀值。这种膨胀可能会导致树脂型在铸圈内产生应力,从而造成裂纹和崩碎。这来自于复合材料的燃尽行为。蜡受热后会变软,并从铸圈内流出(如果倒置在预热炉中),并燃尽。复合材料则只是轻微的软化,但不会从铸圈流出。它们会持续地膨胀,直到分解。这会引起在铸圈内产生应力,进而导致包埋材产生裂缝和剥落。因此,使用能够满足这些特殊要求的包埋材料是有意义的。与传统的模型铸造程序相比,CAD/Cast程序的优点是能省去一些操作步骤,并且能够在一个铸圈内铸造多个修复体。在CAD/Cast程序中,铸造、打开包埋和打磨仍然是不能被替代的步骤。可以使用经过验证的铸造合金,而且牙科技工室已经很好地掌握了它的加工过程。
SLM(选择性激光熔覆技术)是一种来自快速成型领域的增材制造工艺,它可以取代铸造方法,由BEGO公司于2001年引入德国牙科市场。通过这个工艺金属粉末被分层堆积或熔融,最后能够加工出具有非常细小颗粒的均匀结构,从而具备优质的机械和化学性能。这也是这个工艺可以被用于模型铸造的原因。
与CAD/Cast过程一样,先扫描模型,再进行数字化建模。然后,该设计数据被发送到SLM设备上。必须以虚拟方式连接支持系统。之后,设计的支架型被数字化切割成水平层。加工过程从堆放均匀的粉末层开始,然后进行激光束烧结,根据数据规格逐层凝固。重复进行粉末层堆放和凝固的步骤,直到所有层都被转化为金属。通过SLM工艺,可以加工非常复杂的几何形状。因此,这个系统注定要被用于义齿支架的加工(图6)。
卡环式的活动义齿修复目前仍然被口腔临床广泛应用。通过对牙科技师的良好培训,保证了正确的加工,同时配合使用高质量的材料,使模型铸造义齿也能够实现长期成功的修复结果。
Wironit®合金已经成功地应用于临床多年,而且不断地得到广泛的研究。其优秀的机械和化学行为是毋庸置疑的。在生产过程中,这些合金也要接受持续的质量监控。这给予患者高程度的安全。现代化的制造工艺技术,如CAD/Cast或SLM,使义齿支架高质量且极具性价比的加工成为了可能。

暂无评论

