联
系
客
服
系
客
服

扫码留言

作者:
Nina Mörikofer博士(瑞士)
苏黎世大学牙科医学中心口腔
重建门诊
Goran I. Benic博士(瑞士)
苏黎世大学牙科医学中心口腔
重建门诊
Ji-Man Park博士(韩)
首尔延世大学牙科学院修复科
Mutlu Özcan教授,博士(瑞士)
苏黎世大学牙科医学中心口腔
重建门诊
Jürg Hüsler博士,退休教授(瑞士)
伯尔尼大学数理统计系
Alexis Ioannidis博士(瑞士)
苏黎世大学牙科医学中心口腔
重建门诊
间接微创修复概念常用于治疗牙齿磨耗。对于后牙磨耗的患者,𬌗贴面是一种合适的修复治疗选择。目前,市场上有许多不同的修复材料可供选择,这其中包括树脂基材料、聚合物渗透陶瓷网(PICN)材料、增强型陶瓷和/或高强度陶瓷。与陶瓷材料相比,树脂基材料和PICN材料具有较低的硬度和脆性,因此更适合于修复体厚度较薄的情况;然而,增强型玻璃陶瓷或高强度陶瓷具有高弯曲强度和断裂韧性,这些性能可能在𬌗贴面修复中更为有利。
二硅酸锂(LS2)作为增强型玻璃陶瓷的代表,具有良好的机械和粘接性能,可用于制作𬌗贴面。LS2修复体可以通过热压铸或CAD/CAM切削来制作。制作过程本身会影响修复体的内部适合性。内部适合性是指修复体内表面与下方牙体组织之间的距离,这也决定了水门汀的厚度。在制作过程中,其大小由间隙剂的厚度来决定。对于采用传统失蜡法和热压铸技术制作的LS2修复体,则由代型上涂布的间隙剂厚度决定。而在CAD/CAM技术中,间隙剂厚度可以在修复体设计过程中预先设置,这一参数已被证实会影响全瓷修复体的性能。修复体与牙体之间的界面易萌生裂纹(被认为是裂纹起始区),特别是在较薄的修复体中。裂纹可以向修复体的咬合面或边缘不断延伸,最终导致修复体断裂、治疗失败。因此,粘接修复体的机械稳定性可能取决于该区域的尺寸,并可能随着厚度的增加而降低。此外,LS2修复体的制作方法可以直接影响其抗断裂的机械性能,热压铸和CAD/CAM制作的修复体的物理性能有所不同。就其断裂韧性而言,热压铸修复体似乎比CAD/CAM修复体更好。
与制作流程相关,材料种类和间隙剂厚度可能会影响修复体的抗断裂能力。因此,使用超薄𬌗贴面修复磨损牙齿时,选择适当的材料至关重要。然而,关于这些参数对下颌负重区微创修复体力学性能的影响知之甚少。此外,修复体粘接基质也起着重要的作用。因此,本研究的目的是测试由热压铸或切削制作的LS2陶瓷超薄𬌗贴面的负荷承载能力是否受到其内部适合性和粘接基质的影响。假设是:在咬合面区域,修复体与牙体之间的间隙越大,承载能力越低。
分组
各实验组(表1)在𬌗贴面粘接的牙齿基质(牙釉质[E]或牙本质[D])和LS2修复体的制作方法(切削[CAD]或热压铸[PRE])方面存在差异,被分为以下四组(每组n = 20)进行评估:
1. E-CAD:CAD/CAM制作LS2(IPS e.max CAD,义获嘉伟瓦登特公司)𬌗贴面、粘接于牙釉质
2. E-PRE:热压铸制作LS2(IPS e.max Press,义获嘉伟瓦登特公司)𬌗贴面、粘接于牙釉质
3. D-CAD:CAD/CAM制作LS2(IPS e.max CAD)𬌗贴面、粘接于牙本质
4. D-PRE:热压铸制作LS2(IPS e.max Press)𬌗贴面、粘接于牙本质

样本预备
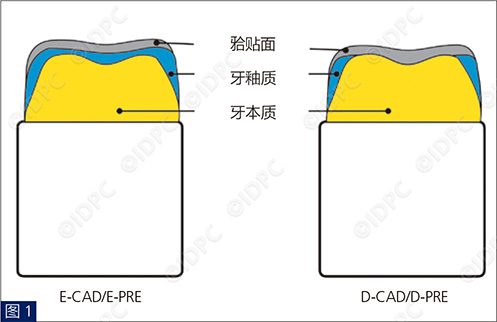
收集共80颗完整的人离体磨牙,根尖朝下置于丙烯酸空心圆柱体中,使用自固化树脂(Technovit 4071,Kulzer公司)包埋(图1)。为了模拟磨耗引起的牙齿磨损,随机选择了40个样本磨除咬合面釉质、不暴露牙本质;其他40个样本则磨除至牙本质暴露,即完全磨除咬合面牙釉质,直至仅在边缘保留一圈牙釉质、而中央部分只为牙本质。此外,在全部80个样本中,对锋利边缘打磨圆钝;如果存在窝沟,则在水冷却下用金刚砂车针轻微磨开。在整个研究过程中,样本被存放在0.5%氯胺T和蒸馏水的溶液中。
扫描程序、修复体设计与制作
使用口内扫描仪(CEREC Omnicam 4.4版,登士柏西诺德公司)扫描预备好的牙齿,再将扫描数据导入设计软件(inLab,登士柏西诺德公司)内,为每个样本设计标准厚度为0.5 mm(范围为0.3–0.7 mm)的𬌗贴面修复体。
使用五轴切削设备(MC X5,登士柏西诺德公司)直接切削预制的LS2瓷块(IPS e.max CAD),制作E-CAD和D-CAD组修复体。
对于E-PRE和D-PRE组的修复体,首先,通过切削工艺(inLab MC X5)制作丙烯酸酯聚合物蜡型(VITA CAD Waxx,维他公司)。然后,通过失蜡法和热压铸技术制作LS2修复体(IPS e.max Press):包埋蜡型(IPS PressVest Premium Powder,义获嘉伟瓦登特公司)、加热至完全熔融形成铸模腔。之后,热压入LS2铸瓷瓷块,冷却后小心开圈,制作完成。
边缘和内部适合性的评估
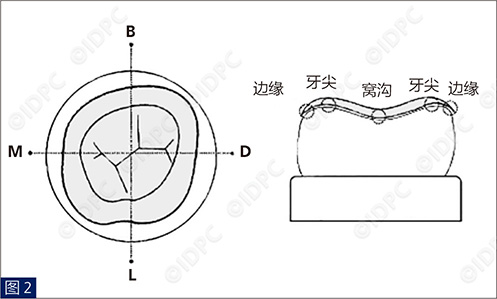
为了测量修复体粘接之前的内部适合性,再次进行扫描。使用口内扫描仪(TRIOS,3Shape公司)分别扫描预备体、修复体和修复体就位后二者之间的位置关系,并采用之前研究中使用的三次扫描法进行配准。对预备体进行扫描,再利用咬合面上的参考结构对修复体进行扫描。第三次扫描是在咬合模式下进行,对就位后的修复体进行扫描。创建STL格式(standard tessellation language)文件,并将其导入3D分析软件(Geomatic,2015.2.0版,3D Systems公司)中。通过将参考立方体结构与作为基准标记的两个直角圆柱体进行匹配,检查预备体和修复体之间的配准情况。这是通过软件的“N点对齐变换”和“很好拟合对齐”命令进行的。在近远中(MD)和颊舌向(BL)横截面不同的点上,检查内部和边缘的适合性:MD边缘、BL边缘、MD牙尖、BL牙尖、MD窝沟、BL窝沟(图2)。为了进一步分析,上述指标的测量结果被合并为边缘(MD边缘和BL边缘测量的平均值)、牙尖(MD牙尖和BL牙尖测量的平均值)、窝沟(MD窝沟和BL窝沟测量的平均值)。此外,生成三维评估的内部适合性的彩色地图,测量修复体内表面与预备体之间间隙的总面积。再进一步分析该三维内部适合性与承载力之间的相关性。
粘接方法
在两种不同的牙齿基质组(牙釉质或牙本质)中,粘接方法有所不同,分别按厂家说明书进行。使用5%氢氟酸(HF;义获嘉伟瓦登特公司)酸蚀修复体组织面20秒,冲洗、吹干。涂布硅烷偶联剂60秒(Monobond Plus,中国区名称Monobond N,义获嘉伟瓦登特公司),轻轻吹干。35%磷酸(Ultra-Etch™,Ultradent公司)酸蚀牙釉质和牙本质30秒,冲洗,轻轻吹干。在暴露牙本质组中,牙本质还需要额外的表面处理(Syntac® Primer/Syntac® Adhesive,义获嘉伟瓦登特公司)。然后,在温和地吹干之前,在预备体和修复体组织面上涂布粘接剂(Heliobond,义获嘉伟瓦登特公司)。
之后,使用双固化树脂水门汀(Variolink Esthetic,义获嘉伟瓦登特公司)将修复体粘接于预备体上。在光固化(6×40秒)之前,仔细地去除多余的水门汀。
老化程序
使用定制的咀嚼模拟器对样本进行热机械老化处理。老化参数设置如下:5 °C至50 °C热循环,停留时间为120秒;以1.67 Hz的频率、49 N的力加载1,200,000次,模拟咀嚼。使用直径为8 mm的圆形高级不锈钢垂直压头,沿样本轴向在咬合面加载。
静态负载
在体视显微镜(放大倍数×1.25)下检查样本的完整性后,使用实验机(Z010,ZwickRoell公司)做进一步的测试。测试静态断裂载荷时,压头在垂直方向(十字头速度为1 mm /分钟)撞击样本的咬合面,直至样本断裂,Finitial表示形成先进个裂纹所需的力,Fmax表示修复体完全断裂所需的力。通过放大镜(放大倍数×2.5)观察数码照片,确定断裂类型,并定义评分:0 = 无可见断裂;1 = 修复体内的内聚断裂;2 =修复体和水门汀层的内聚断裂;3 = 修复体-水门汀-基牙复合体断裂(三者均参与的混合断裂)。
数据分析
对于数值型变量,使用平均值、中位数、标准差、四分位数、最小值和很大值进行统计描述。对于分类变量,通过计数和比例进行汇总。使用非参数检验(Kruskal Wallis [KW]检验)对数值型变量的组中位数进行比较。两组的多重比较是基于使用Dwass-Steel-Critchlow-Fligner(DSCF)方法调整的P值。用卡方检验比较分类变量的比例(得出精确的P值)。在所有测试中均认为P < 0.05即具有统计学差异。
抗疲劳性
所有测试样品在热机械老化过程中均未出现任何断裂。
负荷承载能力
各组Finitial的中位数、先进四分位数(Q1)和第三四分位数(Q3)如下:E-CAD = 845 N(Q1: 600,Q3: 1,500);E-PRE = 700 N(Q1: 610,Q3: 1,050);D-CAD = 1,400 N(Q1: 900,Q3:1,500);D-PRE = 1,100 N(Q1: 900,Q3: 1,650)(表2和图3)。比较试验组,仅E-PRE和D-PRE之间(P = 0.0169)存在显著性差异(KW: P = 0.0248)。
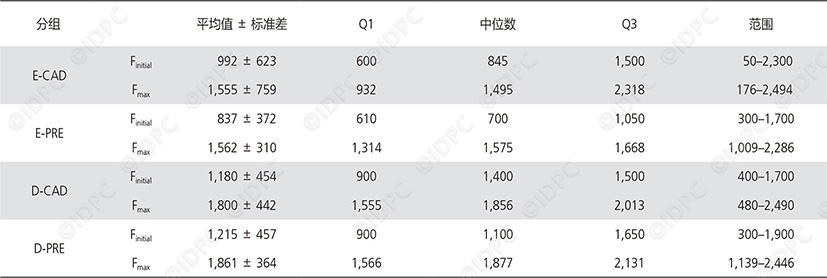

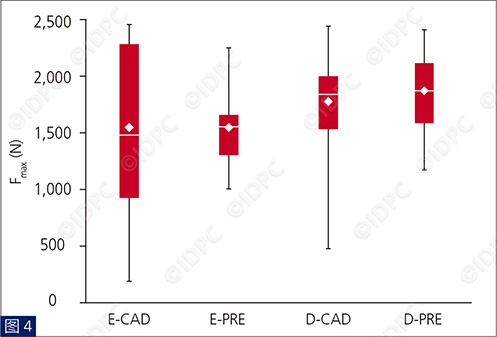
各组Fmax的中位数、先进四分位数(Q1)和第三四分位数(Q3)如下:E-CAD = 1,495 N(Q1: 932,Q3: 2,318);E-PRE = 1,575 N(Q1: 1,314,Q3: 1,668);D-CAD = 1,856 N(Q1: 1,555,Q3: 2,013);D-PRE = 1,877 N(Q1: 1,566,Q3: 2,131)(表2和图4)。比较试验组,均无统计学显著差异(KW: P = 0.0981)。
断裂类型
经卡方检验,各组在断裂类型上无统计学显著差异(P = 0.0715)(表3)。
边缘和内部适合性
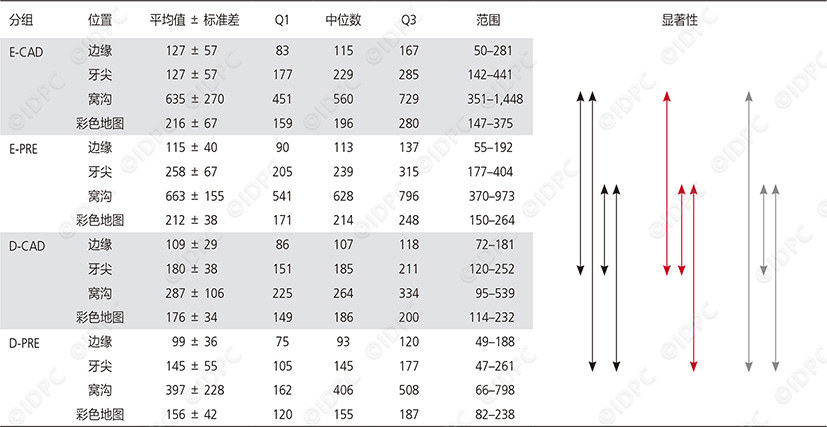
在不同横截面的不同位置(边缘、牙尖和窝沟)测量内部和边缘适合性(表4)。

在边缘区域,各组的中位数、Q1和Q3值如下:E-CAD = 115 μm(Q1: 83, Q3: 167);E-PRE = 113 μm(Q1: 90, Q3: 137);D-CAD = 107 μm(Q1: 86,Q3: 118);D-PRE = 93 μm(Q1: 75, Q3: 120)。组间在边缘区域的中位数差异无统计学意义(KW: P = 0.3518)。
在牙尖区域,各组的中位数、Q1和Q3值如下:E-CAD = 229 μm(Q1: 177, Q3: 285);E-PRE = 239 μm(Q1: 205, Q3: 315);D-CAD为185 μm(Q1: 151,Q3: 211);D-PRE为145 μm(Q1: 105,Q3: 177)。其中, E-CAD和D-CAD之间(DSCF: P = 0.0495)、E-CAD和D-PRE之间(DSCF:P = 0.0011) 、E-PRE和D-CAD之间(DSCF: P=0.0013)以及E-PRE和D-PRE之间(DSCF: P<0.0001),在这个牙尖区(KW: P = 0.0007)存在显著差异。
在窝沟区域,各组的中位数、Q1和Q3值如下:E-CAD = 560 μm(Q1: 451,Q3: 729);E-PRE = 628 μm(Q1: 541,Q3: 796);D-CAD = 264 μm(Q1: 225,Q3:334);D-PRE = 406 μm(Q1: 162,Q3: 580)。其中,E-CAD和D-CAD之间 (DSCF: P < 0.0001)、E-PRE和D-CAD之间(DSCF: P < 0.00001)以及E-PRE与D-PRE之间(DSCF: P = 0.0046),在这个窝沟区(KW: P < 0.0001)也存在显著差异。
三维评估的内部适合性(彩色地图)的中位数、Q1和Q3值如下:E-CAD = 196 μm(Q1: 159,Q3: 280);E-PRE = 214 μm(Q1: 171,Q3: 248);D-CAD = 186 μm(Q1: 149,Q3: 200);D-PRE = 155 μm(Q1: 120,Q3: 187)。比较彩色地图测量的中位数,可见E-CAD和D-PRE之间(DSCF: P = 0.0172)、E-PRE和D-CAD之间(DSCF: P = 0.0411)以及E-PRE和D-PRE之间(DSCF: P=0.0019)存在显著差异(KW: P = 0.0007)。
内部适合性与负荷承载力的相关性
通过Spearman相关分析,对由彩色地图测量收集的内部适合性测量值与负荷承载力Fmax值的相关性进行分析(图5),结果表明二者之间存在显著的负线性关系(P = 0.0019);也就是说,随着修复体与基牙之间间隙的增加,其承载负荷的能力降低。

在本研究中,LS2超薄修复体与基牙的密合程度与其承载咬合力的能力有显著相关性。总的来说,与粘接于牙釉质的修复体相比,粘接于牙本质的修复物在牙尖和窝沟的咬合区域显示出更好的适合性。无论是制作方法(切削/热压铸)还是牙齿基质(牙釉质/牙本质)都不会影响𬌗贴面的很大负荷承载力。本研究证实了负荷承载力随界面区厚度增加而降低的假设。负荷承载力与内部适合性之间存在显著的负线性关系。据本文作者所知,目前尚无研究调查过这种相关性。
在人工老化阶段,各组样本均未出现并发症或失败。因此,所有材料都能抵抗热机械老化,该处理模拟了临床条件下的动态载荷。通过咀嚼模拟器模拟湿润口腔的温度变化和动态疲劳变化等临床条件。有研究表明,这种老化方案可以模拟临床上5年的使用时间。
本研究的假设基于以下事实:修复体和牙齿之间的水门汀层被认为是裂纹萌生的原因,因此,该区域的厚度可能会影响陶瓷修复体的载荷能力。界面的厚度通常取决于LS2的制作方法。已知CAD/CAM制作的LS2修复体的内部间隙明显大于热压铸制作的修复体。这一点在一项比较数字化和传统工作流程的临床研究中也得到了证实。在内部适合性方面,先前的研究表明,通过热压铸制作的LS2冠比CAD/CAM切削的LS2修复体显示出更高的精度。此外,另一项临床研究显示,传统流程制作的支架结构比CAD/CAM制作的精确度更高。这可能与CAD/CAM切削过程中的缺陷相关。切削用的旋转车针无法精确研磨内表面的狭窄区域。在此必须提到的是,本研究中用于热压铸的蜡型也是切削制作的。因此,CAD/CAM制作的缺陷会影响内部精度,进而影响热压铸修复体的稳定性。本研究结果表明,切削和热压铸制作的修复体的内部适合性没有差异,这可能与上述原因有关。可能基于同样的理由,粘接于牙釉质的修复体和粘接于牙本质的修复体的内部适合性不同。在反映内部适合的牙尖和牙窝区域,牙本质样本的准确度明显更高。由于预备方法的影响,制备牙釉质和牙本质样本咬合面形态的起伏程度明显不同。为了模拟牙本质区域内的缺陷,牙本质样本的咬合面通常较为平坦。而相比之下,牙釉质样本咬合面的起伏更加明显,因此内表面的细小形态更多,这可能会在切削过程中造成误差。
通常,与粘接于牙本质相比,LS2修复体粘接于牙釉质显示出更高的抗断裂性。先前的一项研究显示,粘接于牙釉质时,抗断裂强度的中位数达到4,173 N,而粘接于牙本质时则为3,840 N。本研究的结果并非如此,Finitial 和Fmax在粘接于牙本质的样本组中更高。之前的两项研究在非常相似的研究条件下测试了与牙釉质和牙本质粘接的热压铸LS2修复体。在这两项研究中,对厚度为0.5 mm的𬌗贴面进行热机械老化处理,并连续加载直至断裂。负荷承载力Fmax的中位数分别为1,692 N(牙釉质)和1,165 N(牙本质)。与本实验的研究结果相反,此前的研究结果遵循了预期的顺序,即在釉质上测量的承载能力高于牙本质。比较通过热压铸或切削制作的LS2修复体的断裂韧性,热压铸修复体比CAD/CAM制作的修复体看起来表现更好。尽管这两种材料的化学成分非常相似,但CAD/CAM用LS2材料比热压铸用LS2材料具有更大的玻璃基质和更小的晶体,而这可能是造成机械性能差异的原因。
然而在本研究中,不同制作方法的组别在负荷承载能力方面没有表现出明显的差异。本研究并没有测量口腔材料本身的力学性能,而是测试了牙齿-水门汀-修复体三者构成的复合体的力学性能。可以假设修复体和基牙之间的粘附力能够补偿较弱材料的个别较差的机械性能。在这种情况下,可以推测,修复体与牙齿表面粘接的形态可能会改变材料的力学性能,与经典的实验结果排序有所差异,这一点也可以在其他研究的结果中观察到。此外,如上所述,粘接于牙本质的修复体具有更好的内部适合性,这可能与牙釉质和牙本质样本咬合面起伏程度的差异有关,而本研究发现负荷承载力与这一参数有关。作者推测,如果牙本质和牙釉质样本的𬌗面形态一致,那么二者负荷承载力的比较结果应与经典研究结果一致,即粘接于牙釉质的修复体的载荷强度高于粘接于牙本质的修复体。
本研究使用三重扫描法测量修复体的内部适合性。15–17这是一种三维测量方法,通过使用口内扫描仪进行的三次扫描(分别扫描基牙、修复体、粘接于基牙上的修复体),来评估基牙与修复体之间的间隙。之前已有文献对这些扫描仪的精度进行了报道,综合来看,不同扫描系统由于性能差异在全牙弓扫描时可能存在偏差,但在单牙和单象限扫描中,则显示出临床可接受的准确性。在本研究中,扫描的样本非常小,约比口内扫描仪的光学视窗小1.5到2倍。这减少了多个三维扫描图像在拼接过程中可能导致的失真。台式扫描仪(仓扫)可以减少扫描拼接导致的失真,但是口扫可以更方便地对修复体的倒凹进行扫描。如果使用仓扫,通常必须分两次,即分别扫描修复体的外表面和内表面,而这两次扫描的匹配过程也可能会产生误差。此外,使用的口内扫描仪无需对样本喷粉,而台式扫描仪则通常需要,这可能会影响测量的精度。本研究用于确定精度的方法允许获取无限数量的横截面,这消除了经典复制技术中可能出现的人工误差源。此前已有研究证实了本研究所采用测量方法具有可接受的有效性。
在一些临床病例中,严重的酸蚀或机械性磨耗通常会导致牙本质硬化。硬化牙本质和本研究中使用的新鲜制备的健康牙本质之间存在结构差异;然而,硬化牙本质是很难或不可能进行体外模拟的,因此目前的结果只能反映对新鲜暴露牙本质粘接的结果。但有临床研究发现,在去除旧银汞充填物的牙本质表面,粘接修复超过三年半后依然维持着良好的效果,而这一粘接基质可能比酸蚀的牙本质更不理想。此外,在牙齿磨耗的临床情况下,牙本质周围常常包围着一圈牙釉质边缘,这会增加酸蚀/硬化牙本质表面的粘接耐久性。
本研究发现,内部适合性与负荷承载能力之间具有显著相关性。内部适合性越高,由LS2玻璃陶瓷制成的0.5 mm厚的微创𬌗贴面的承载力越高。总的来说,粘接于牙本质的修复体比粘接于牙釉质的在牙尖和窝沟区域显示出更好的适合性。此外,粘接于牙釉质和牙本质的样本在负荷承载力方面没有显著差异。
作者感谢口腔技师Nicolas Lanfranconi在修复样本制作过程中的帮助,感谢Marina Siegenthaler博士对文稿的校对。本研究主要由瑞士苏黎世大学牙科医学中心口腔重建门诊提供支持。瑞士重建牙科学会(SSRD)提供研究经费支持(#2017_1a)。义获嘉伟瓦登特公司提供了材料支持。

暂无评论

