联
系
客
服
系
客
服

扫码留言

作者:
Roland Strietzel 博士
德国BEGO公司
特邀翻译/校对:张栌丹/刘峰
喷砂是牙科技工室最常见的操作之一。然而,在日常工作中,我们往往会忽视这一过程的重要性。
首先,我们必须讨论明确喷砂中的一些术语。“喷砂”通常用于描述使用氧化铝(刚玉、氧化铝、Al2O3)或玻璃珠对材料表面进行喷砂处理。两种喷砂材料都不属于“砂”(砂一般指二氧化硅)。因此,我们只能从“喷”说起。
牙科技师在抛光和饰瓷之前,会使用几种不同粒度的氧化铝进行金属的表面喷砂处理。因此,喷砂是一个重要的核心过程,也是牙科技师日常工作的一部分。
下面我们将讨论金属表面喷砂处理的几个方面,希望有助于牙科技师在日常工作中取得更好的喷砂效果。
第一个讨论的问题是喷砂的意义。喷砂有三个主要原因:
1.清除先前操作步骤在材料表面的残留物
2.提供微固位力
3.活化表面(增强表面能)
在铸造和瓷层烧结之后,合金表面上会形成氧化物,而我们必须去除这种氧化层。如果金属表面不做堆瓷处理,它们会极大地增加离子的释放,因为形成的氧化物比合金更易溶解。
如果为金属表面进行分层堆瓷,氧化层的存在也会产生负面影响。氧化层是整个金瓷结合系统中最薄弱的区域。如果不去除氧化层,金瓷结合将因相对较小的结合力而失败。此外,美学效果也会受到负面影响,因为颜色较暗的氧化层会对瓷层的颜色造成不利影响。
金瓷结合的另一个重要参数是固位。这里,我们需要对宏观和微观固位进行区分。宏观固位是指孔、网或类似的结构,它们适合于使用丙烯酸材料进行饰面的修复体。但是对于烤瓷修复体而言,宏观固位却不适用。无论使用哪种饰面材料,微观固位都是必不可少的。如果在光滑表面上粘接一层材料,将产生一个不稳定的系统,在较低的载荷下也有可能失败。
当喷砂材料接触金属表面时,一部分动能转化为热能、形变和磨损(图2),达到表面粗糙度增加的效果。
喷砂处理后达到的表面粗糙程度取决于合金的材质和喷砂参数(喷砂材料、粒度和喷砂压力)。非贵金属合金需要更高的力来获得与贵金属合金相同的粗糙度。此外,氧化物在非贵金属(钴或镍基)合金表面的附着强度高于贵金属合金。
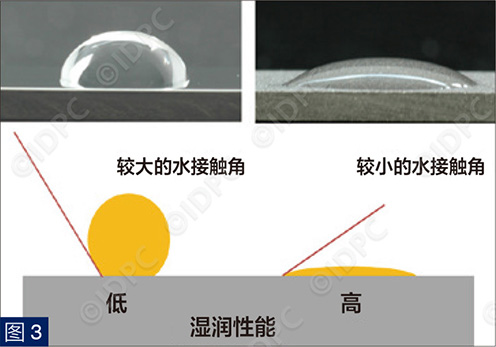
表面活化意味着表面能的增加,因而增强了表面的润湿性能,使陶瓷浆料能够更好的覆盖金属表面。只有当浆料充分覆盖金属表面时,才能实现金瓷结合。此外,我们必须确保陶瓷浆料覆盖每一个倒凹,否则将产生气泡,在进一步瓷层烧结过程中因体积膨胀导致瓷层产生裂纹。
我们可以用“水接触角”来测量金属表面的润湿性能(图3)。水接触角越大,润湿性能越差。
表面能(surface energy)增加不是一个持续性的过程。在约15到30分钟后,表面能增加的影响会逐渐消失。因此,在喷砂后应立即开展后续的操作步骤。
影响喷砂操作的几个参数:
• 喷砂材料类型
- 氧化铝
- 玻璃珠
- 重复使用的喷砂材料
• 颗粒尺寸
• 喷砂压力
• 喷砂时间
• 喷砂角度
我们通常使用氧化铝(也称刚玉)进行喷砂操作。它纯度较高、硬度较好,因此是一种非常适合的材料。玻璃珠也可用于喷砂,但这种材料不具有研磨能力,而具有压实功能。使用玻璃珠进行喷砂处理将会产生较为光滑的表面,而氧化铝喷砂则可获得更高的粗糙度。
正如前面已经指出的那样,喷砂的成功取决于各种参数,其中主要是喷砂材料的粒度和喷砂压力。我们需要一定的力来去除氧化层,并获得一定的粗糙度。
力被定义为质量和加速度的乘积。从喷砂过程来看,喷砂材料的粒度对应质量,而喷砂压力对应加速度。因此,我们可以通过增加质量(粒度)和/或加速度(喷砂压力)来实现更大的力。根据制造商(如BEGO)的建议,针对不同的合金表面,要使用不同的喷砂参数:
• 贵金属合金(金、钯和银基合金):110 µm、2 bar
• 非贵金属合金(钴和镍基合金):250 µm、3-4 bar
粒度的单位为µm(微米,10-6米),在美国市场上并不常见。我们在此给出了用于喷砂材料分类的基本单位—目(“grit”)。但是,这两种单位显然是相互矛盾的。以µm为单位的粒度越小意味着以grit为单位的粒度越大,反之亦然。因此,牙科技师必须仔细阅读使用说明书。
不断变化的市场迫使牙科技师也要加工非贵金属合金或钴基贵合金(例如Wirobond C+/BEGO),而在此之前,他们通常加工的是贵金属合金。与贵金属合金相比,非贵金属合金应采用不同的参数进行喷砂处理。大多数情况下,没有另外一种喷砂材料(250 µm喷砂材料,例如Korox 250/BEGO)专用的喷砂机。根据厂家给出的信息,可以使用110 µm(220 grit)的喷砂材料,通过增加喷砂压力,来实现所需的更大的力。
BEGO的一项小型内部研究显示了钴基合金(Wirobond 280/BEGO)的粗糙度与表面处理的相关性。结果表明,所获得的粗糙度与喷砂参数之间存在很强的相关性。对于一名牙科技师来说,他永远无法仅通过增加喷砂压力来获得与贵金属合金相同的(需要的!)粗糙度。从图5中可以看出,110 µm和5 bar的喷砂平均粗糙度约为13 µm,与250 µm和约2 bar的喷砂结果相近。在一般的牙科技工室中,不可能有比5 bar更高的压力。我们可以在图中清楚地看到不同的粗糙度结果。
粗糙度越高,金瓷结合越牢固。这意味着使用较低喷砂参数的牙科技师永远无法获得最佳的粘接强度。换句话说,他们总会面临较高的金瓷结合失败的风险。
技师可以用重复使用的喷砂材料去除包埋材料,但当准备在金属基底表面分层堆瓷时,应使用新的喷砂材料。原因主要有两点,其一,由于喷砂材料的重复使用,其研磨性能降低;其二,重复使用的喷砂材料对合金表面造成污染。尤其是有机材料(如抛光后残留的橡胶)是一个大问题。这些附着在合金表面的颗粒将在后续陶瓷烧结过程中熔融,并将导致产生膨胀性气体,从而引起陶瓷中出现较大气泡。通常来说,有机污染物会对合金和瓷层之间的结合产生负面影响。
如前所述,喷砂压力也对表面粗糙度有影响。使用说明书中的给定值是制造商经过大量实验和经验得出的结果。但是牙科技师必须确保在他的喷砂设备上看到的压力是真实的。因压缩机太弱和/或电力系统不稳定,牙科技工室的喷砂压力往往不是恒定的。
喷砂操作应持续一段时间。因此,牙科技师应非常彻底地对合金表面一行一行地进行喷砂处理。
最后,喷砂角度也可能影响喷砂效果。在最坏的情况下(角度为0°和90°),将不会产生任何喷砂效果。在第一种情况下(角度为0°时),喷砂剂与合金表面没有接触。在第二种情况下(角度为90°时),喷砂不会产生研磨效果,喷砂材料会压实合金表面。光滑的表面非常不利于粘接,因为没有固位力。因此,喷砂应始终以一定的角度(理想角度:45°)进行。
喷砂是牙科技师日常工作中非常重要的一项操作。遗憾的是,他们往往认识不到这一点。喷砂操作错误或不充分可能导致金瓷结合失败,也可能导致金属离子释放增加,从而引发不必要的生物反应,如局部毒性或过敏反应。
喷砂的成功,关键在于选择合适的喷砂参数,如粒度和喷砂压力。由于需要更高的压力,钴基或镍基合金应使用更大的粒度(例如250 µm)和喷砂压力(例如3-4 bar)。
喷砂是实现良好金瓷结合和降低金属腐蚀率的关键。因此,牙科技师应了解这一重要的工作步骤。

暂无评论

