联
系
客
服
系
客
服

扫码留言

作者:
J. Fasel(德)
R. Strietzel(德)
牙科合金在牙科领域的使用已有100多年的历史。铸造工艺是制作金属可摘义齿支架/冠桥基底架常用的技术。可通过基础金属成分,来区分几种可用的合金类型:贵金属基合金由金、钯或银基组成;非贵金属合金则是以钴、镍为主,极少数为铁基合金;纯钛和钛基合金比较难浇铸。
除了铸造技术,牙科工艺中还建立了一些诸如减材(如铣削)和增材(如选择性激光熔融(SLM))制造技术。下面将介绍用SLM技术对钴基牙科合金Wirobond C+的加工。
关键词:增材制造,激光熔融技术,局部义齿,Bego
图2展示了由BEGO公司开发、生产和销售的钴基合金的发展历史。1953年,名为“Wironit”的合金进入市场,这是一种用于制作局部义齿的钨铬钴(Stellite)合金,这种合金在此后的七十余年间都没作改变,并且在市场上大获成功。另一个里程碑式的合金产品则是“WIRONIUM”,它在氮参与下合金化。这确保了合金具有很高的弹性和韧性,特别适合于制作卡环。在BEGO世界里,用于制作局部义齿支架的钴基合金被整合到Wironit和WIRONIUM产品系列中。

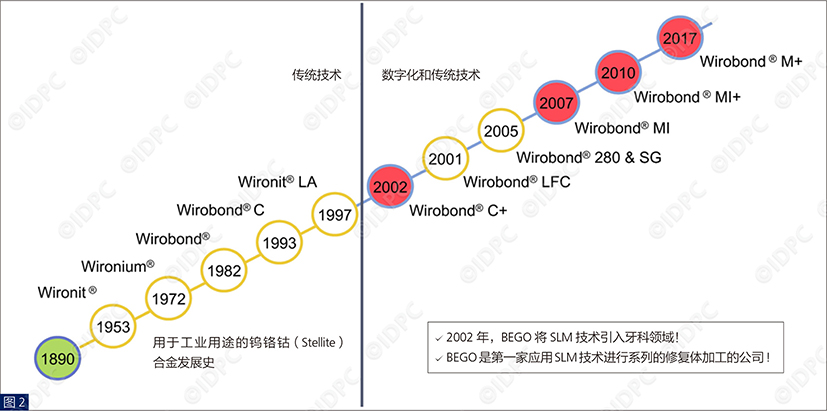
第一个钴基合金 “Wirobond”于1982年推出,Wirobond型合金至今已有40年历史。2002年,Wirobond C+问世,是世界上第一款用于SLM技术的牙科合金,可以被视为该类合金的典范和非常成功的代表。
2002年,随着Wirobond C+——这种特别适用于SLM技术的牙科合金——问世,SLM技术被引入到牙科领域。这是SLM技术首次应用于牙科修复体的制作,也是世界上第一次使用SLM进行系列化的义齿加工。从那时起,这项技术进入了牙科世界,并且逐渐发展成为一项成熟的技术(WET)。2007年,通过铣削钴基合金块(Wirobond MI)制作基台,使得这类合金在牙科种植领域也确立了一席之位。2010年和2017年,BEGO公司分别上市了用于制作冠、桥、基台等的铣削材料块和柱。现在,Wirobond合金不仅保留在传统加工领域,还被应用于数字化CAD/CAM技术中——增材制造(SLM)和减材制造(铣削)。
Wirobond C+是一种特殊材料,因为它同时也被注册用于制作局部义齿。而这通常是Wironit或WIRONIUM铸造合金系列的应用领域。Wirobond C+ 在“局部义齿”制作方面的应用,填补了传统与数字化世界之间的空白。
鉴于几十年来在市场上的长盛不衰,我们有理由认为,上述用于加工冠、桥和局部义齿的钴基合金在国际牙科市场上已被广泛接受,并且取得了极大成功。
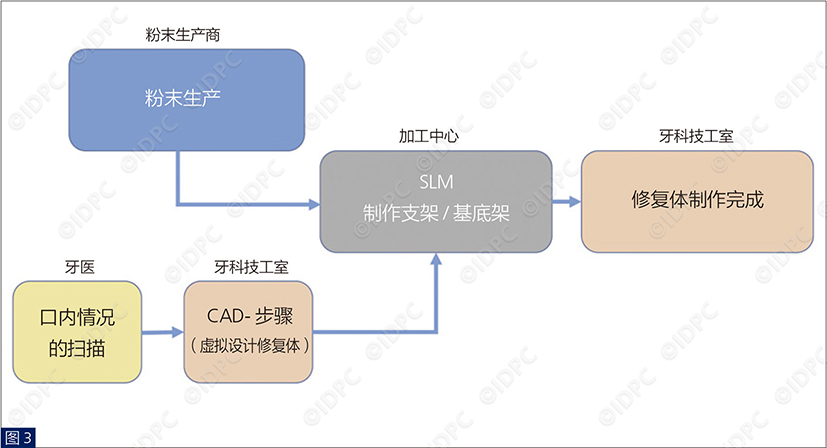
SLM工艺是一种使用金属材料的、基于CAD/CAM技术的增材制造方法。它被嵌入到常规的牙科CAD/CAM工作流程中,生产出来的SLM粉末被运送到加工中心。这些加工中心接收来自牙科技工室的数据,将口内或口外扫描的数字模型数据导入CAD软件内,进行修复体基底架/支架的虚拟设计。设计好的数据再被传输到SLM设备上,完成制作。然后,这些合金基底架/支架又被送回到牙科技工室,由技工室完成义齿最后的制作,如饰瓷、抛光、排牙等等。
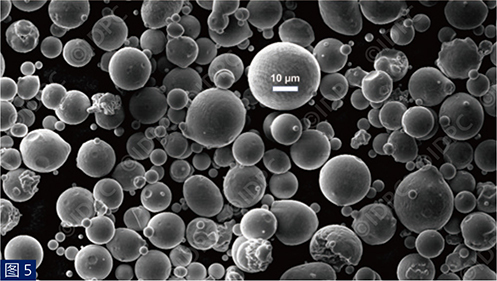
针对SLM工艺,需要特殊的粉末。它们必须显示出一定的粒度和粒度分布。颗粒上没有任何小的卫星颗粒的球形尺寸(高圆度)是优的。必须确保粉末在加工平台上应用时具有高流动性,且每一层也必须是高密度的。否则,在制作的修复体结构内就可能会出现孔隙,这也会导致修复体变形。
第一步是熔化SLM合金以使合金成分均质化(图4)。合金液化后,坩埚被打开。熔融物流经一个喷嘴。这里要使用保护气体,例如氮气,熔融的金属束被分离成微小的液滴。这些液滴滴落并被收集在一个冷却器内。在冷却至室温后,将粉末过筛以去除过大的颗粒。可以采用振筛(vanning)法去除小的颗粒。通过筛分(sieving)和振筛(如果适用的话),产生具有一定粒度分布的粉末。大多数情况下,粉末有一个特定的范围,例如10 µm到45 µm。这通常意味着80%的粉末颗粒都在这个范围内。
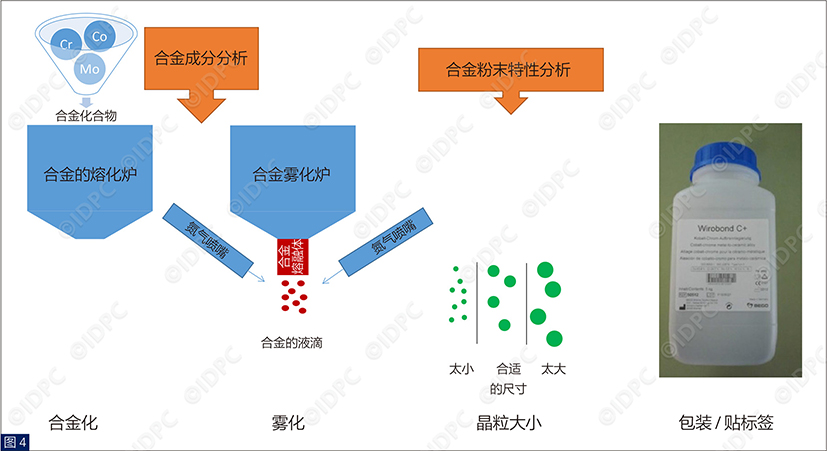
雾化过程的结果是,获得具有一定粒度分布和所需化学成分的球形粉末。合金粉末颗粒的球形外观对于(在SLM设备中)SLM粉末的流动特性是必要的。除了SLM设备提供的工艺参数外,粒度和粒度分布是SLM工艺的其他决定性参数。
处理粉末时,应避免受潮,因为水分会对粉末的流动性产生负面影响。水在合金粉末储存/运输过程中以及在SLM操作过程中,也可能会与粉末表面发生反应,分别形成氧化物层和氢氧化物层。这些可能会干扰烧结/熔融过程,进而导致修复体的机械值下降。因此,应尽快关闭装有粉末的储存容器。在运输和/或储存过程中出现大量的和长时间的振动时,很少会出现合金粉末分层的现象。
牙医或牙科技师会对患者的口内情况进行扫描。这里的扫描是指口内扫描(直接在患者口内)或口外扫描(印模或是更常见的模型扫描)。获得的扫描数据被导入CAD (CAD =计算机辅助设计)软件内。在软件上进行修复体的虚拟设计。设计后,通常会获得一个STL格式的文件,它被发送至SLM加工中心。在那里, 待打印件被虚拟地放置在一个打印 (加工)平台上,并设计支撑结构。然后,数据文件被切割成水平切片(slicing,slicing-process)。在接下来的SLM过程中,每个虚拟切片都将被单独固化。
在SLM过程中以及在进料检验过程中,需规律性地监控SLM粉末的一些参数,以实现稳定的制作质量,从而确保安全和可靠的SLM流程。
制作过程也被持续地监测,以确保构建的修复体具有稳定的质量。如果出现偏差,例如激光束的能量或铺放合金粉末时出现问题,都会被监测到。
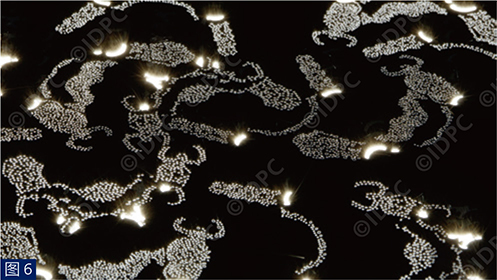
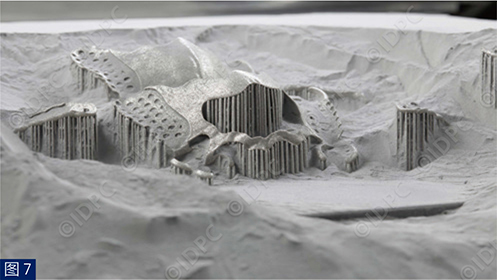
SLM流程类似于立体光刻技术。在SLM技术中,合金粉末被逐层铺放在一个可降低的打印平台上。根据切片的STL数据,激光束使第一层凝固。然后,打印平台按前一层的厚度值降低后, 再铺放一层新的粉末。这样重复进行,直到完成整个修复体的制作。所有修复体打印完成后,通过筛分去掉并回收粉末。从SLM设备上取下带有修复体的打印平台。然后粗略地切割掉支撑结构。这时的修复体一定是比较粗糙的。因此,需要用磨头或其它方法光滑表面。之后,通过喷砂对修复体表面进行清洁。必须指出的是,这个喷砂步骤对于表面饰瓷来说是不够的。在进行饰瓷之前,表面要用250 µm的氧化铝(Al2O3)以3–4 bar的压力进行喷砂处理。清洁过程结束后,修复体被送回到牙科技工室,在那里再做进一步的操作。
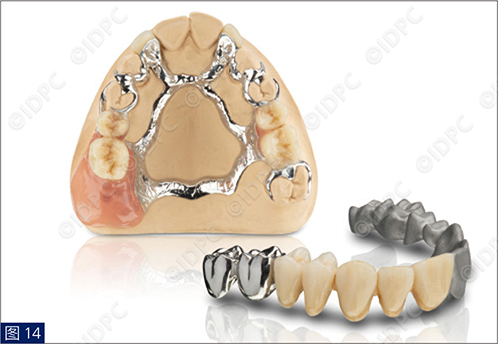
在可摘局部义齿(RPD)中,要特别考虑到卡环结构。SCHWEIGER和CHEN报告了,可以用SLM技术制作可摘局部义齿的支架。
如前所述,SLM技术只产生少量的废物。大部分材料在筛分后可以直接重复使用。这与铸造或铣削技术形成了强烈的对比。在铸造工艺中,浇注的合金量至少要比铸件大。铸造后切下来的浇铸口(或者铸道)如果再被重复使用,可能会带来一些不利的影响,如铸件的机械性能下降或腐蚀加剧等。而如果采用铣削技术,就会有大约80%甚至更多的材料被浪费。因此,不应按重量计算材料成本,而应按照每块坯料可加工出来的单位数量来计算材料成本。
SLM技术显示出均匀的晶粒尺寸,这确保了加工件拥有很高的机械性能和化学稳定性,可以加工出非常复杂的结构。由于可以同时打印多个部件,与铸造或铣削相比,每个部件的加工速度也都非常快。
使用Wirobond C+的SLM技术可以说有以下几个优点:
● 由于专门开发了用于支架打印(增材制造)的金属粉末,加工结果因而具有可重复性。
● 由于获批属于医疗器械类产品,技工室和/或加工中心可为患者提供高水平的安全性和法律保障。
● 均质、无孔的结构使所制作的支架表面光滑、无孔隙。
● 通过特别调整的热处理工艺,达到了所需的材料参数。
● 即使在大跨度的修复体桥中,也能以其高抗压和抗拉强度实现稳定的结构。
● 由于低导热性 (对热/冷的敏感性),患者佩戴起来很舒适。
● 由于属于日常使用的材料,在牙科技工室成为了既经济又有效的方法。
● 由于热膨胀系数 (CTE) 为14.0 (25 – 500 ℃,10-6*K-1),在饰面瓷烧结后可正常冷却。
● 材料具有生物相容性和抗腐蚀性,不含镍、镉和铍,因此不易引发过敏反应。

除了公司自己的测试程序外,还提供了几个牙科金属材料的标准(图9)。这些标准最初是为铸造合金制定的,但也适用于CAD/CAM加工的合金和元素金属(elemental metal,如钛)。在这些标准中,如图9所示,确定了一般的机械、化学和生物方面的特性。Wirobond C+符合给定标准中对5型合金的所有要求。
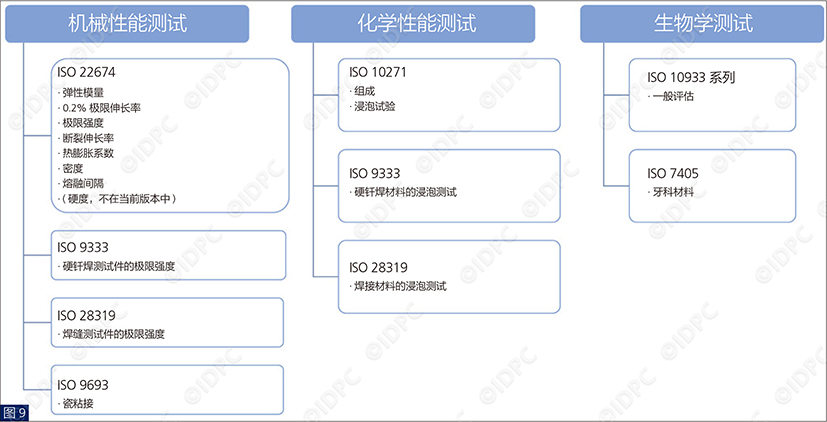
ISO 22674是牙科金属材料表征的标准。它描述了金属材料的基本性能值,如弹性模量、0.2%的伸长率极限或断裂伸长率,并介绍了测试方法。在这个标准中,提到了硬钎焊(brazing)材料的测试标准,分别是硬钎焊标准(ISO 9333)、激光焊接物体的测试标准(ISO 28319)和瓷饰面测试标准(ISO 9693)。
在ISO 22674中,腐蚀也是一个要点。它与ISO 10271中描述的7天持续浸泡试验有关。在这里,所有合金成分以及所谓的有害元素(镍(Ni)、镉(Cd)、铍(Be)和铅(Pb))的浓度都是用适当的分析方法在浸泡溶液(氯化钠、乳酸;每种0.1 mol/l,pH值为2.3)中测得的。ISO 22674给出了7天内200 µg/cm2的阈限值。这意味着受检合金所有元素释放的总和在7天内不得超过200 µg/cm2。
此外,还提到了ISO 10993标准系列和ISO 7405。ISO 10993标准系列由20多个不同的部分组成,定义和预测了生物测试方法。ISO 10993-1给出了一个基于风险的概述。它是医疗器械的一个生物测试指南。而ISO 7405标准则被视为牙科医疗器械的一个补充。
表1比较了铸造合金和SLM合金的机械性能值。总而言之,与临床上已取得成功的铸造合金相比,Wirobond C+显示出优越的机械性能,这也与其他作者的看法一致。

根据ISO 22674标准,Wirobond C+是一种5型合金,是一款适用于所有牙科适应证的金属材料。除了机械强度,修复体的密合度也是一个重要的决定性因素。QUANTE指出冠修复体达到了足够的临床适合性,并综述了RUDOLPH和其他作者的实验结果。此外,临床研究也显示出卓有前景的结果。PENG报告了,SLM制作的可摘局部义齿支架具有很高的精度。
Wirobond C+显示出适合的热膨胀系数(CTE),可以用瓷材料饰面。依照ISO 9693对几种饰面陶瓷进行了测试。其中,推荐使用3点弯曲试验来测试剪切强度(图10)。测试样本由金属板 (25*3*0.5 mm) 构成。在中间有一个8 mm长、1.1 mm高的瓷层供测试。然后在万能试验机上施加力,直到瓷层出现裂缝。这里所需要的张力 (单位面积的力) 以MPa(兆帕斯卡,1 MPa = 1 N/1 cm2)计算。
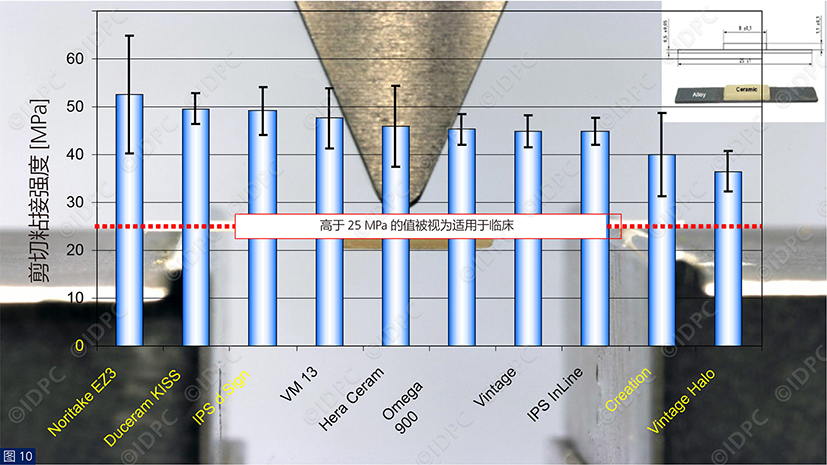
所有测试的饰瓷都显示出高于25 MPa的剪切强度。这个阈值被认为是临床成功的一个指标。超过这个数值的产品都被认为是临床成功的。这些测试结果支持BAE、LAWAF、LI和HONG的研究发现。市面上有许多饰面陶瓷可与用于SLM技术的Wirobond C+相结合。
必须指出的是,成功的金瓷结合不仅取决于材料,还取决于牙科技师的操作。他们的操作具有很大的影响。一项很重要的参数就是用氧化铝(Al2O3)进行喷砂处理。为了达到很好效果,需要使用250 µm粒径的氧化铝以3–4 帕的压力进行喷砂(例如Korox 250 / BEGO)。
另外,还必须注意,冠桥基底架表面的喷砂是必不可少的。在使用饰面陶瓷之前,基底架表面必须进行喷砂处理。在加工中心的喷砂并不能满足金瓷结合的需要。常见的情况是,在加工中心的喷砂除了起到清洁作用外,还有实现光滑的效果,其目的是使修复体的表面看起来更有吸引力。由此产生的粗糙度往往不足以实现可靠的粘接。因而,在饰瓷前应根据实际使用的说明书再次进行喷砂处理(见上文)。
腐蚀是金属材料生物相容性的关键。从理论上讲,合金成分的释放可能会导致不必要的生物反应。过敏或毒性反应是可想而知的,但很少有此类与牙科合金相关的报告。
ISO 10271提供了各种测试方法来确定腐蚀程度。这些方法被归为三类:
● 视觉检查:这里指的是变色测试。
● 电化学测试:这些测试提供了关于腐蚀过程和特征数的宝贵信息。之后,可以对金属材料的腐蚀行为进行分类。
● 浸泡试验:测量释放到腐蚀溶液中的离子数量。鉴于溶液的配方(氯化钠、乳酸;各0.1 mol/l)和2.3的低pH值,这些数值可被视作最坏的情况(环境)。
在标准ISO 22674中,要求进行腐蚀测试。测试样本被浸泡在由氯化钠和乳酸(各0.1 mol/I)水溶液组成的腐蚀液中, pH值为2.3。7天后,检测离子的释放量。除了合金成分,还需测量ISO 22674中定义的所谓危险元素:镍(Ni)、镉(CD)、铍(Be)和铅(Pb)。标准还给出了7天内200 µg/cm2的阈限值。
在合金的研发过程中,测量时间被延长,BEGO也考虑到了短期腐蚀的问题。在合金浸泡1、4、7、14、21和28天后测量释放的离子。图10和图11给出了铸造型和SLM型钴基合金的结果。这两种合金显示出相同的成分,只是加工方式不同。两种情况下都测试了不同的表面条件。
● 铸造的测试样品(Wirobond SG / BEGO,图10)
-无包埋材料(without investment material):在铸造后,仅用喷砂方式去除包埋材料。
-喷砂:测试样品像患者的常规修复体那样被处理和抛光。
-模拟烧结:测试样品模拟饰瓷烧结后,像患者的常规修复体那样被处理和抛光。
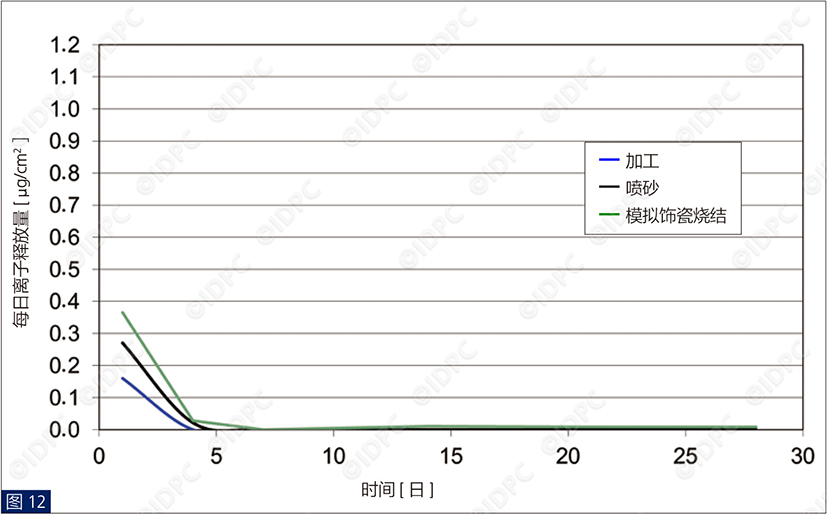
● SLM的测试样品(Wirobond C+ / BEGO,图11)
-加工:在SLM加工后,只用压缩空气去除残留的粉末。
-喷砂:测试样品像患者的常规修复体那样被处理和抛光。
-模拟饰瓷烧结:测试样品模拟饰瓷烧结后,像患者的常规修复体那样被处理和抛光。
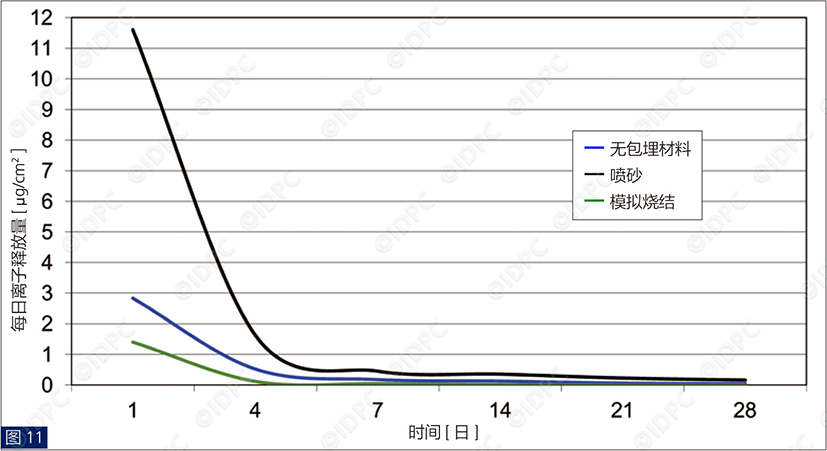
在全部的测试样品系列中,所有的合金成分和四种有害元素都被测定和总结。两种合金显示了相同的腐蚀过程。在前两个观察期内,在相当高的初始离子释放之后,离子释放急剧下降。在两个观察期之后,几乎不再能测量到离子的释放。7天内200 µg/cm2的阈限值从未被逾越。比较两种合金的腐蚀情况,SLM合金样品的离子释放量比铸造型合金的离子释放量要小得多。
此外,BEGO还对合金进行了多年的长期腐蚀测试。根据ISO 22674和ISO 10272标准,测试样本在腐蚀溶液中浸泡了(例如)10年。对能想到的表面变化或者溶液变色都做了评估。如果表面保持光泽且未观察到变色,就被认为即使在长时间内,腐蚀也可以忽略不计。
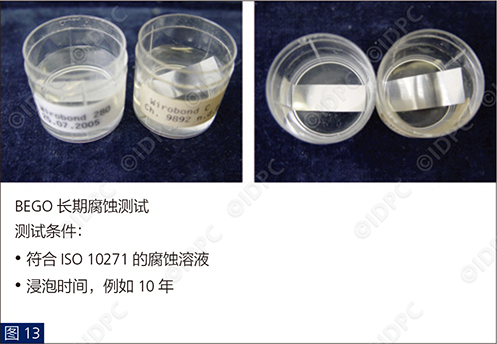
长时间后腐蚀溶液的轻微变色被认为是不重要的。如果两周后腐蚀液有明显的变色,则表示可能超过了7天内200 µg/cm2的阈限值。
腐蚀实验表明,Wirobond C+的腐蚀行为被评估为非常好。7天内释放的离子总量低于1 µg/cm2,远低于7天内200 µg/cm2的阈限值。此外,BEGO公司的内部长期测试也显示,Wirobond型合金表面的稳定性很高,即使在腐蚀溶液中浸泡10年后也没有明显的腐蚀迹象。
BEGO的内部调查得到了其他专业人士的调查结果的支持。据XIN报道,暴露在SLM样品和传统铸造样品上的细胞都显示出正常的细胞形态;不过,SLM样品上的细胞增殖更高。总之,在被研究的钴基合金中,与传统铸造技术制备的样品相比,通过选择性激光熔融技术制备的样品,其离子释放量更低,并显示出更高的生物相容性。
用于SLM技术的Wirobond C+具有出色的机械和化学性能,这得益于其精细而均质的晶粒结构。不存在砂眼、气孔等不规则的现象。与此相反,铸件会因为浇铸过程中出现问题,而导致产生这些铸造缺陷。
一般来说,采用SLM技术加工的修复体类型与相应的铸造合金相同。例如,Wirobond C+合金的说明书中给出了适应证:这种合金可用于冠、桥和局部可摘义齿。
同样的牙科技术工作流程也适用。此外,在调整义齿的适合性、修理或者做必要的义齿扩展时,所进行的必要焊接也使用相同的材料(激光焊接:Wiroweld激光焊料,硬钎焊:Wirobond-solder,均为BEGO产品)。如“陶瓷饰面”段落所述,所有具有合适的热膨胀系数的饰面瓷都可以使用。如果牙科技工室以前使用过铸造合金,如Wirobond 280,那么,所有使用过的饰面瓷材料也可用于Wirobond C+。对于打磨和抛光所使用的材料与工具,铸造和SLM制作的修复体之间也没有任何区别。
SLM技术结合Wirobond C+合金可加工出耐用、可靠和美观的牙齿修复体。除了冠和桥的基底架外,还可以制作可摘局部义齿的支架。

暂无评论

